Search for articles:
Xin-Yu Ren , Chong Pei
, Chong Pei
Corresponding authors:
Received: 2018-10-17
Revised: 2019-03-20
Online: 2019-09-10
Copyright: 2019 Editorial board of Acta Metallurgica Sinica(English Letters) Copyright reserved, Editorial board of Acta Metallurgica Sinica(English Letters)
More
Abstract
Diffusion bonding of refractory Nb-Si-based alloy was performed with Ni/Al and Ti/Al nanolayers under the condition of 1473 K/30 MPa/60 min. The NbSS/Nb5Si3 in situ composite with the nominal composition of Nb-22Ti-16Si-3Cr-3Al-2Hf was used as the parent material. The joint microstructures were examined by using a scanning electron microscope eqsuipped with an X-ray energy dispersive spectrometer. Shear test was conducted for the bonded joints at room temperature. Within the joint bonded with Ni/Al multilayer, element diffusion occurred between the base metal and the nanolayer, with the reaction products of AlNb2 + Ni3Al, NiAl and AlNi2Ti phases. The average shear strength was 182 MPa. While using Ti/Al multilayer, the interface mainly consisted of TiAl, (Ti,Nb)Al and (Ti,Nb)2Al phases, and the corresponding joints exhibited an increased strength of 228 MPa. In this case, the fracture mainly took place in the TiAl phase and presented a typical brittle characteristic.
Keywords:
With the development of aeronautical industry, heat-resistant structural materials face more severe challenges [1, 2]. Refractory metal silicides are regarded as a potential candidate material for the next-generation aircraft engines [3]. NbSS/Nb5Si3 in situ composite is one of the inspiring ultra-high-temperature structural materials due to its excellent properties such as high melting point, low density and attractive high-temperature mechanical properties [4, 5]. The potential service temperature of refractory NbSS/Nb5Si3 alloy is as high as 1473 K and it is very promising to replace the traditional nickel-based superalloy [6, 7]. However, the major drawback of niobium silicide is its poor deformability and low fracture toughness at room temperature [8]. In order to obtain a high-temperature structural material with excellent mechanical properties at both room temperature and high temperatures, NbSS/Nb5Si3 composite material has been developed based on the Nb-Si binary phase diagram, which intends to combine the good ductility of Nb and the high strength of Nb5Si3 [9, 10].
Some research results on NbSS/Nb5Si3 in situ composites were reported recently, including their fabrication methods and mechanical properties. For instance, Li and Peng [11] investigated the effects of Si content, Ti addition and strain rates on the microstructural characteristics, flexural strength and fracture toughness of the Nb-Si-based composites developed by the hot pressing of Nb-Si-Ti ternary powders. Sha et al. [12] studied the toughening and strengthening behaviour of Nb-8Si-20Ti-6Hf- (6,10,14) Cr alloys prepared by the arc melting method, and the results revealed that the fracture toughness was decreased by the addition of Cr. As demonstrated by Guo et al. [13], the addition of Dy had no obvious effect on phase constitution and microstructures of Nb-Si-based alloy but could significantly accelerate the parabolic oxidation rate. Kim et al. [14] reported the tensile properties and fracture behaviour of NbSS/Nb5Si3 alloy with the nominal composition of Nb-18Si-5Mo-5Hf-2C, in which the ultimate tensile strength (UTS) was about 310 MPa at ambient temperature and the highest UTS of 460 MPa at 1470 K.
To realize its practical engineering applications, joining of refractory Nb-Si-based alloy is an extremely important processing technology, especially for the fabrication of Nb-Si-based aeroengine blades or vanes. However, so far, the research on the joining technology of Nb-Si-based alloy has been far insufficient and the basic weldability understanding is hardly available.
In fact, due to its high melting temperature of higher than 1973 K and brittle intermetallic phases [15], it is difficult to achieve reliable joining of the Nb-Si-based alloy. In general, solid-state diffusion bonding is regarded as a feasible joining technique for refractory alloys [16] and could obtain high-quality joints [17]. But the applied pressure and the long-time diffusion at the high bonding temperature required to promote bonding quality usually restrict the engineering application of this joining method [18]. Owing to the small size effect [19, 20], nanoscale materials exhibit distinctly different properties from bulk materials [21, 22], such as low diffusion activation energy and high diffusion coefficient [23]. Therefore, using the alternating nanometric layers as joining material during the diffusion bonding may activate the joining process. Moreover, the energy generated by the exothermic reaction from the reactive multilayers during the bonding process would activate element diffusion and improve bonding efficiency. For example, in Ref. [24], diffusion bonding of gamma-TiAl alloys was conducted at 1073-1273 K with Ti/Al nanofilms deposited by dc-magnetron sputtering and it was found that the interlayers could accelerate the diffusion behaviour. Additionally, Ustinov et al. [25] studied the joining of γ-TiAl-based alloys with Ti/Al nanolayered foils fabricated by the method of electron beam deposition, and the strength of the joints bonded at 1473 K was comparable to that of the initial γ-TiAl base metal. Simoes et al. [18] used reactive Ni/Al multilayers to carry out the bonding of TiAl intermetallics at 1173 K, and they pointed out that element diffusion across the interface was assisted by the nucleation of nanometric grains at the interface.
In the present study, joining of the NbSS/Nb5Si3 in situ composite was attempted by using Ni/Al and Ti/Al nanometric multilayers, respectively. Elements of Ti and Al were consisted in the Nb-Si-based alloy. Hence, Ti/Al nanolayer was chosen as the interlayer for diffusion bonding. To compare with the Ti/Al system and investigate the diffusion behaviour of Ni, Ni/Al multi-nanolayer was also incorporated. The microstructure and shear strength of NbSS/Nb5Si3 joints were investigated, and the interfacial bonding mechanism was also discussed.
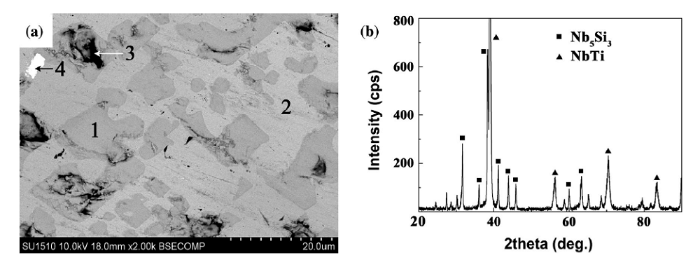
The NbSS/Nb5Si3 in situ composite was used as the parent material, with a nominal composition of Nb-22Ti-16Si-3Cr-3Al-2Hf (at.%). It was fabricated by vacuum non-consumable arc melting method. The hardness of the used Nb-Si-based alloy is 569 MPa. The representative microstructure of the parent material and the corresponding X-ray diffraction (XRD) pattern are presented in Fig. 1. According to the X-ray energy dispersive spectrometer (EDS) results (shown in Table 1), the NbSS/Nb5Si3 base metal mainly consists of three phases. The grey block (zone 1) and dark phase (zone 3) are confirmed to be (Nb,Ti)5Si3 and the matrix phase (zone 2) is (Nb,Ti)SS [26]. The white phase occasionally appearing in the matrix (zone 4) is HfO2 [27]. Correspondingly, the XRD pattern results (Fig. 1b) also prove the presence of NbTi and Nb5Si3 substrate phases (based on PDF# 65-9436, PDF# 72-1274 and ICSD# 16774).
Fig. 1 Microstructure a and XRD pattern b of the NbSS/Nb5Si3 base metal
Table 1 EDS analysis results for the microzones marked with 1, 2, 3 and 4 in
| Microzone | Concentration (at.%) | Deduced phases | ||||||
|---|---|---|---|---|---|---|---|---|
| Nb | Ti | Si | Al | Cr | Hf | O | ||
| 1 | 42.58 | 14.33 | 41.90 | 1.19 | - | - | - | (Nb,Ti)5Si3 |
| 2 | 56.49 | 30.39 | - | 5.14 | 7.98 | - | - | (Nb,Ti)SS |
| 3 | 41.11 | 11.83 | 44.08 | 2.98 | - | (Nb,Ti)5Si3 | ||
| 4 | - | - | - | - | - | 31.92 | 68.08 | HfO2 |
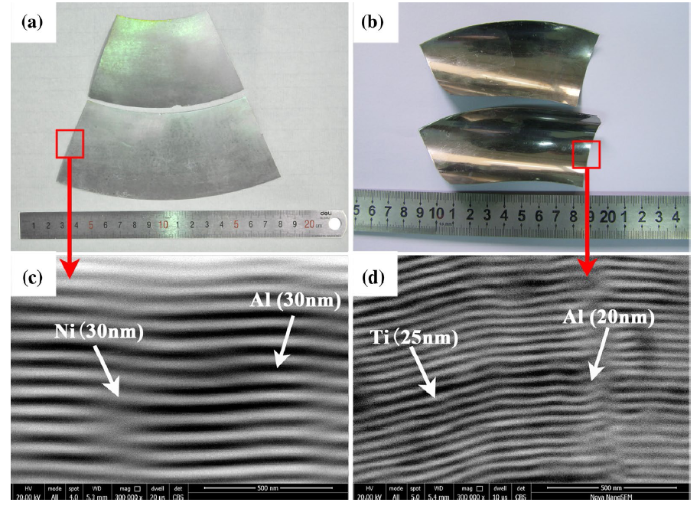
Afterwards, the specimens with two sizes of 13 mm × 13 mm × 5 mm and 13 mm × 13 mm × 3 mm were cut from the base ingot. Nanolayered films based on Ti/Al and Ni/Al systems were prepared by layer-by-layer electron beam deposition method. As shown in Fig. 2, the thin films are composed of alternating nanometric layers of Ni/Al or Ti/Al system with a total thickness of 22 μm or 53 μm, respectively. The nanometric period for the former system is 60 nm and the latter 45 nm.
Fig. 2 Ni/Al a and Ti/Al b nanolayers, and the corresponding cross-sectional morphologies c, d
Prior to bonding, both the samples and nanolayers were ground by the SiC paper and then ultrasonically cleaned in acetone. Diffusion bonding experiments were performed in a furnace with a vacuum level kept between 5 × 10-3 and 8 × 10-4 Pa. Based on Ref. [25], the diffusion bonding temperature for TiAl joining using the Ti/Al nanolayer was 1473 K, and in this experiment, the bonding temperature for NbSS/Nb5Si3 was also chosen as 1473 K. The samples were heated up to 1473 K and held for 60 min under a pressure of 30 MPa, then followed by furnace cooling.
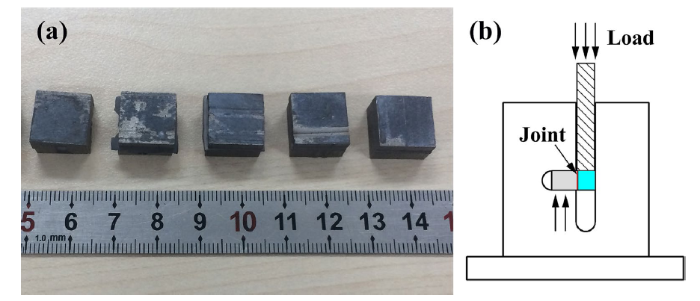
The shear strength of the bonded joints was tested at room temperature, as shown in Fig. 3. The reported average strength was obtained from at least three tests. Microstructure and fracture surface of the joints subjected to the shear test were examined using a scanning electron microscope (SEM) equipped with an EDS. The fracture surface was also analysed using an XRD spectrometer.
Fig. 3 Illustration of joint specimens a and shear test b
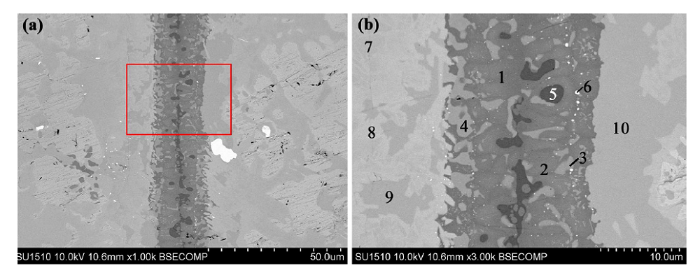
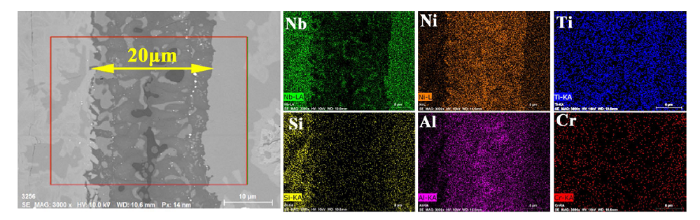
The microstructure of NbSS/Nb5Si3 joint bonded with Ni/Al nanolayer is shown in Fig. 4. Additionally, Fig. 5 presents the area distribution maps of elements of Nb, Ni, Ti, Si, Al and Cr. The width of the bonding seam is about 20 μm, which is almost the same as the original thickness of the used nanolayer before bonding. But, owing to the high diffusion coefficient, elements diffused strongly, with complex reaction products in the bonding seam after the joining process. Both elements of Ni and Al in the nanolayer were involved in the interfacial reaction and no original multilayer structure was retained.
Fig. 4 Back-scattered electron image of NbSS/Nb5Si3 joint bonded with Ni/Al nanolayer a, and microstructure details at a high magnification of the selected area (rectangle in a) b
Fig. 5 Microstructure of NbSS/Nb5Si3 joint bonded with Ni/Al nanolayer and area distribution maps of elements Nb, Ni, Ti, Si, Al and Cr
In Fig. 4b, mixed morphology of the dark matrix (zone 1 and zone 2) and grey blocks (zone 3 and zone 4) was formed at the interface. Meanwhile, some black blocks (zone 5) are visible in the central part of the bonding seam. In zone 1 and zone 2, the atomic ratio of Al, Ni and Ti was about 1:2:1. Additionally, it is noticeable that the distribution map of element Ni is in good agreement with that of Al and Ti (Fig. 5) along the bonding seam. It has been demonstrated that AlNi2Ti phase was easily observed during the diffusion bonding process of TiAl intermetallics using reactive Ni/Al nanolayers [28]. Therefore, it is reasonable to assume that the dark matrix (zone 1 and zone 2) should be AlNi2Ti ternary compound, and the formation of the AlNi2Ti should be attributed to the main constituents of Ni/Al nanolayer coupled with intensive Ti diffusion from the Nb-Si-based alloy.
The grey blocks (zone 3 and zone 4) mainly consist of Ni, Nb and Al. The dissolution enthalpy of Al in melts of Ni and Nb is - 80 kJ/mol and - 96 kJ/mol, respectively [29], indicating that element Al has a strong combing capacity with both Ni and Nb. EDS analysis results listed in Table 2 together with the XRD pattern in Fig. 6b illustrate that the phases in zone 3 and zone 4 can be denoted as a mixture of AlNb2 and Ni3Al. Therefore, during the bonding process, the elements of Ti and Nb at the substrate side conversely diffused into the bonding seam significantly. However, the diffusion of element Si was not evident (zones 1-4) due to the fact that element Si mainly existed in stable Nb5Si3 intermetallic compound [30, 31].
Table 2 EDS analysis results for the microzones in
| Microzone | Concentration (at.%) | Deduced phases | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Nb | Ti | Ni | Si | Al | Cr | Hf | O | ||
| 1 | 4.66 | 23.78 | 42.66 | 1.96 | 26.94 | - | - | - | AlNi2Ti |
| 2 | 2.59 | 22.74 | 49.84 | - | 23.91 | - | 0.92 | - | AlNi2Ti |
| 3 | 27.13 | 6.46 | 32.51 | 4.14 | 25.88 | 3.38 | 0.50 | - | AlNb2 + Ni3Al |
| 4 | 32.29 | 6.40 | 23.79 | 7.51 | 24.79 | 5.22 | - | - | AlNb2 + Ni3Al |
| 5 | - | 6.08 | 45.17 | - | 48.75 | - | - | - | NiAl dissolved with Ti |
| 6 | - | - | 5.42 | - | - | - | 32.47 | 62.11 | HfO2 |
| 7 | 43.70 | 22.32 | 6.60 | 27.38 | - | - | - | - | (Nb,Ti)SS/Nb5Si3 dissolved with Ni |
| 8 | 54.78 | 12.03 | 7.94 | 25.25 | - | - | - | - | (Nb,Ti)SS/Nb5Si3 dissolved with Ni |
| 9 | 37.62 | 16.36 | 19.65 | 6.87 | 11.43 | 8.07 | - | - | Reaction products of Ni-Al and (Nb,Ti)-rich phase |
| 10 | 42.83 | 12.49 | 21.12 | 8.36 | 11.78 | 3.42 | - | - | Reaction products of Ni-Al and (Nb,Ti)-rich phase |
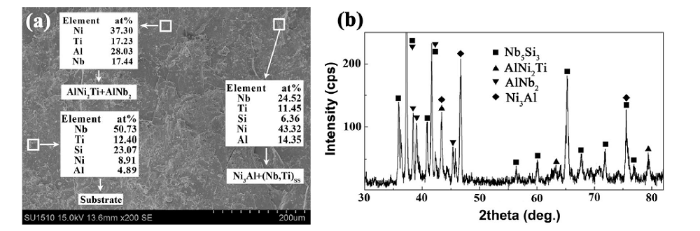
Fig. 6 Morphology a and XRD pattern b of the fracture surface after shear test (Ni/Al nanolayer, bonded at 1473 K/30 MPa/60 min)
For the dark phase in zone 5, it contained 45.17% Ni, 48.75% Al and 6.08% Ti. According to Ref. [32], the Ni/Al nanolayer in the central part of the bonding seam eventually transformed to NiAl solid-state grains with the reaction Al(l) + Ni(s) → NiAl(s). Thus, the blocks (zone 5) should be NiAl dissolved with Ti, signifying that Ti element in the Nb-Si alloy strongly diffused into the nanolayers. According to the Ref. [33], the following reactions could occur at a certain temperature:
${\text{Ni}} + {\text{Al}} = {\text{NiAl}}\quad \Delta H_{\text{f}} = - 7 2\;{\text{kJ}}/{\text{mol,}}$ (1)
${\text{Ni}} + 3 {\text{Al}} = {\text{Ni}}_{ 3} {\text{Al}}\quad \Delta H_{\text{f}} = - 4 2\;{\text{kJ}}/{\text{mol}} .$ (2)
Both the formation reactions of NiAl and Ni3Al are exothermic, inferring that the energy generated in the reactive nanolayers during the bonding process would promote element diffusion at the joining interface.
The white particles occasionally dispersed in the bonding seam (zone 6) are HfO2. At the substrate side adjacent to the interface, there exist some grey blocks and light grey matrices. According to the EDS analysis results listed in Table 2, zone 7 and zone 8 could be confirmed as (Nb,Ti)SS/Nb5Si3 dissolved with 6.60%-7.94 at.% Ni, respectively. The grey blocks (zone 9 and zone 10) should be reaction products of Ni-Al and (Nb,Ti)-rich phase. Here, it is noticeable that the content of Ni in this area is high up to about 20.00 at.%. In general, the predominant reaction product of the NbSS/Nb5Si3 joints bonded with Ni/Al nanolayer is AlNi2Ti ternary phase, but other phases of AlNb2 + Ni3Al phase and NiAl phase are also detectable.
The average shear strength at room temperature of the NbSS/Nb5Si3 joints bonded with the Ni/Al nanolayer is 182 MPa. Typical image of fracture surfaces and XRD pattern are presented in Fig. 6. Brittle tearing occurred between the bonding seam and the base metal. Combined with the EDS and XRD analysis results, it was confirmed that the flat surfaces were the substrate areas mainly consisting of Nb5Si3 and (Nb,Ti)SS phases. Ni3Al, AlNb2 and AlNi2Ti were detected by the XRD pattern on the fractured surface of the joint (Fig. 6b), indicating the presence of Ni3Al + AlNb2 and AlNi2Ti phases within the joint in Table 2. As shown in Fig. 6a, the phase in the transition area between different fracture surfaces was deduced to be a mixture of AlNb2 and AlNi2Ti phases in the bonding seam. Ni3Al and (Nb,Ti)SS phases were also detected on the right side in Fig. 6a. However, as a brittle intermetallic compound, AlNi2Ti phase exhibited a hardness of 14.1 GPa [28]. Based on previous studies [34, 35, 36], this brittle intermetallic compound could severely impair the performance of the joints.
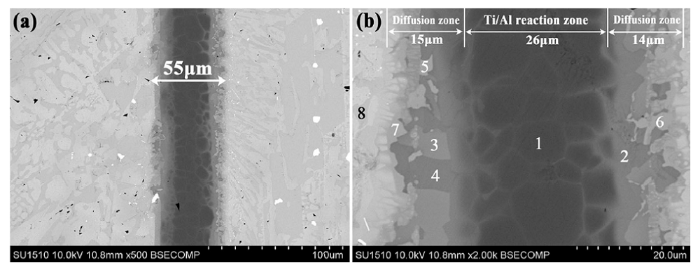
Figure 7 shows the backscattered electron images of NbSS/Nb5Si3 joints bonded with Ti/Al nanolayer. The EDS analysis results from the typical microzones in Fig. 7b are listed in Table 3. Figure 8 presents the element area distribution maps of Nb, Si, Ti and Al. The width of the bonding seam is about 55 μm. During the diffusion bonding process, Ti and Al strongly diffused into the base metal [37]. Meanwhile, Nb partly diffused into the interface due to the concentration gradient between the Ti/Al multilayer foils and the substrate. Once again, the diffusion of element Si was not so evident. The diffusion zone with the width of 14-15 μm is visible on both sides at the joining interface.
Fig. 7 Back-scattered electron image of NbSS/Nb5Si3 joint bonded with Ti/Al nanolayer a, and magnification of the bonding seam b
Table 3 EDS analysis results for the microzones in
| Microzone | Concentration (at.%) | Deduced phases | |||
|---|---|---|---|---|---|
| Nb | Ti | Si | Al | ||
| 1 | - | 50.60 | - | 49.40 | TiAl |
| 2 | 13.61 | 42.74 | - | 43.65 | (Ti,Nb)Al |
| 3 | 18.33 | 46.09 | - | 35.58 | (Ti,Nb)Al |
| 4 | 15.71 | 35.93 | - | 48.36 | (Ti,Nb)Al |
| 5 | 30.22 | 34.31 | - | 35.47 | (Ti,Nb)2Al |
| 6 | 31.43 | 30.53 | 4.52 | 33.52 | (Ti,Nb)2Al |
| 7 | 31.89 | 32.13 | - | 35.98 | (Ti,Nb)2Al |
| 8 | 47.35 | 12.51 | 37.86 | 2.28 | (Nb,Ti)5Si3 |
Fig. 8 Element area distribution maps of Nb, Ti, Al and Si for the joint in
In the central area of the bonding seam (Fig. 7b), the dark blocks (zone 1) with a size of about 4-10 μm were formed. The EDS results indicate that zone 1 mainly contains Ti and Al atoms, and the corresponding atom ratio is close to 1:1. Furthermore, the XRD pattern of the fractured surface confirmed again the formation of TiAl compound in these dark blocks. It should be noted that the distribution of TiAl was discontinuous at the interface. A complex diffusion zone with a thickness of 14-15 μm was formed on both sides of the interface adjacent to Nb-Si substrate. According to the previous studies [38, 39], element Al has a strong affinity with both Ti and Nb elements. Coupled with EDS results and Al-Nb-Ti ternary phase diagram [40], the grey blocks (zone 2, 3 and 4) in this diffusion band should be (Ti,Nb)Al and the light grey blocks (zone 5, 6 and 7) are (Ti,Nb)2Al. Thus, the diffusion zone in Fig. 7b mainly consisted of (Ti,Nb)Al and (Ti,Nb)2Al phases. Additionally, the light-coloured phase (zone 8) on Nb-Si substrate side was undoubtedly (Nb,Ti)5Si3.
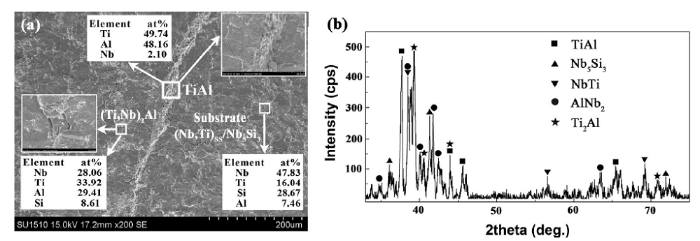
The average shear strength of the NbSS/Nb5Si3 joints bonded with Ti/Al nanolayer is 228 MPa. The fracture details are shown in Fig. 9. Evidently, the fracture originated at the tearing ridge was visible in Fig. 9a. EDS and XRD analysis results together proved that this area mainly consisted of TiAl phase. Adjacent to the tearing ridge, the local magnification area was confirmed to be (Ti,Nb)2Al. The phases on the right side were Nb5Si3 and NbSS dissolved with Al. Hence, this area was a part of the base material. TiAl, NbTi, Ti2Al and AlNb2, as the possible products in the Al-Nb-Ti ternary phase diagram, were detected by XRD (Fig. 9b), which also confirmed the presence of those phases demonstrated in Fig. 7b.
Fig. 9 SEM photo a and XRD pattern b of the fracture surface after shear test (Ti/Al nanolayer, bonded at 1473 K/30 MPa/60 min)
Ni/Al and Ti/Al nanolayers lead to various reaction products and thus result in different joint strengths. The active element diffusion plays an important role in the bonding process. In fact, element Ni has a strong affinity with the Nb-Si-based alloy. As described previously, in some cases, 6.60-7.94 at.% Ni was dissolved into the (Nb,Ti)SS/Nb5Si3 matrix, but in other cases Ni3Al, NiAl and a large amount of brittle AlNi2Ti compounds were formed directly. Compared with AlNi2Ti phase, the reaction product TiAl presented a lower hardness of 6.8 GPa [41]. From the mircostructural observation, complex brittle intermetallics were formed in the joints bonded with Ni/Al nanolayer, which would decrease the joint strength. For the joint bonded with TiAl nanolayer, the shear strength was slightly increased. But the bonding interface was still the weak link of the joint. Obviously, on the one hand, in order to improve the joining performance, the selection and optimization of nanolayer system should be an important subject for the NbSS/Nb5Si3 in-situ composites with different compositions in future research [7, 42, 43]. On the other hand, how to make full use of the high energy and active characteristics of the alternating nanolayers to further decrease the joining temperature is another interesting issue.
In this study, the diffusion bonding of NbSS/Nb5Si3 in situ composites using alternating nanometric layers of Ni/Al and Ti/Al as the joining material under the bonding condition of 1473 K/30 MPa/60 min is attempted. Primary conclusions are summarized as follows:
(1) During the bonding process, elements of Nb and Ti in the (Nb,Ti)SS/Nb5Si3 base metal tended to diffuse into the nanolayers, and meanwhile, the elements in nanolayers also evidently diffused into the surfacial layer of the parent material.
(2) For the NbSS/Nb5Si3 joints bonded with Ni/Al multilayer, the predominant reaction product in the central part was AlNi2Ti ternary phase, but AlNb2 + Ni3Al phase and NiAl phase were also detected at the interface. The average shear strength was 182 MPa.
(3) While bonded with Ti/Al multilayer, the bonding seam was mainly composed of TiAl phase and (Ti,Nb)Al. In the diffusion zone adjacent to the base metal, (Ti,Nb)2Al reaction layer with a thickness of 14-15 μm was formed. The corresponding joints exhibited a higher strength of 228 MPa. The fracture cracking initiated from the central part of the TiAl intermetallic compounds and the joint still presented a typical brittle characteristic.
Acknowledgements This work was financially supported by the Beijing Municipal Science & Technology Commission (No. Z171100002217048) and the National Natural Science Foundation of China (No. 51705489).

 WeChat
WeChat
/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}