

1 Introduction
Without the fluctuation of nickel price, ferritic stainless steel (FSS) is a suitable alternative material for many supposedly “austenitic-only” applications. Recent breakthroughs in metallurgical technology have made it possible for extensive utilisation of FSS due to the improvement in the properties, including corrosion resistance, weldability, formability, etc. [1,2,3].
18Cr-2Mo FSS that contains chromium (molybdenum) and stabilising elements is the appropriate candidates to replace AISI 316 and AISI 304 austenitic grades in industrial fields, such as chemical complete equipment, water treatment tank, brewing equipment, etc. [4]. However, the limitation of this FSS group is its high ductile-brittle transition temperature (DBTT) [5]. Therefore, it is essential to improve the toughness of 18Cr-2Mo FSS and utilise the other attributes of this steel group [6].
Moderate or high interstitial levels of FSS usually require the addition of stabilising elements such as Nb, Ti, V and Zr, acting as strong carbide and nitride formers, to prevent high-temperature embrittlement or intergranular corrosion [7, 8]. The stabilising elements Nb and/or Ti are commonly employed because of their effectiveness during processing and advantageous mechanical properties. For 18Cr-2Mo FSS, DBTT is relatively high as thickness is beyond 5 mm [9]. Although Ti and Zr are the stronger nitride formers, Nb exhibits a unique combination of both carbide and nitride stability [10], and most importantly more stable than Cr carbide and nitride, which guarantees corrosion resistance of FSS grades. Kuzucu and Aksoy et al. [11, 12] studied the effects of Nb on the toughness of 17-18Cr FSS containing 0.5-3.0 wt% Nb; unhomogenised specimens consist of ferrite, M23C6, NbC and σ phase (additional Nb2C forms in the specimen containing 3.0 wt% Nb) and found that the toughness of all experimental steels increases after homogenisation, especially those containing 1.5-3.0 wt% Nb. Van Zwieten and Bulloch [8] pointed that Nb is effective in retarding the increase in transition temperature.
Ti is the highly reactive element that forms comparatively stable TiN and TiC precipitates in the presence of N and C. TiN forms above the liquidus, which is extremely stable and only dissolves at very high temperature. Since the formation of TiN happens in the molten steel, it brings the effect of refining the solidification structure [13]. However, Du et al. [14] pointed that the coarse TiN particles are acting as cleavage initiation sites by fractographic analyses, which are testified by many researchers [15,16,17]. This decrease in toughness may even occur at the situation that Ti contents below the level required to fully prevent sensitisation. Despite the disadvantages of Ti addition, the current commercially favoured approach is the use of a combined addition of both Nb and Ti, which provides effective stabilisation and cost-benefits. As Ti is cheaper compared with Nb, the technical and quality benefits that it brings provide the basis for increased production yields and production throughputs.
As described in the above references, the effects of Nb and Ti on the mechanical properties of FSS are a subject of debate in the public domain. In this paper, the elements of Nb and Ti were added to 18Cr-2Mo FSS thick plates to investigate the effects of microalloying, i.e. single (Nb) and dual (Nb + Ti) stabilisation, on microstructure and mechanical properties, aiming to clarify the influence of Nb and Ti on the strength and toughness of 18Cr-2Mo thick plates. The microstructure was examined using scanning electron microscopy (SEM), transmission electron microscopy (TEM), energy-dispersive spectroscopy (EDS) and X-ray diffraction (XRD). The standard impact toughness testing was conducted to assess the toughness property.
2 Experimental
2.1 Materials
The materials used in this study were Nb- and (Nb + Ti)-stabilised 18Cr-2Mo steels (coded to N# and NT#, respectively). In order to control the amounts of C and N contents, the experimental materials used for microalloying study were melted in a 50-kg vacuum induction furnace. The casting cylinder-shaped ingots with the diameter of 120 mm were hot forged into the intermediate size of 30 mm × 250 mm × 200 mm (thickness × width × length). After being heated at 1150 °C for 240 min, the 30-mm-thick forged plates were hot rolled into 8-mm plate (the rolling reduction was around 73.3%) during the temperature range of 900-1120 °C. Finally, the hot-rolled plates were annealed at 1080 °C for 8 min, followed by cooling in water. These hot-rolling parameters and short time annealing heat treatment at high temperature were employed because it closely simulates the practical manufacturing conditions in the stainless steel branch of BaoWu Steel Group.
The chemical composition of the studied steels is listed in Table 1. The stabilisation ratios of N# and NT# steels are 23.2 and 18.3, respectively, which are calculated using Eq. 1. The results mean both steels can satisfy the requirements of intergranular corrosion resistance [18,19,20]. For N#, due to high Nb content, the stabilisation ratio is a little higher, which will also provide high strength during the design process of FSS.

The levels of C and N contents are similar for two studied steels, which is the precondition to research the effects of stabilised elements since C and N, especially C [8, 21, 22], can greatly influence the final properties of steels. It is extensively acceptable that low ratios of interstitial elements are beneficial to the toughness of steels.
2.2 Phase Calculation
For the equilibrium phase diagrams of these two studied steels provided by Thermo-Calc, the recommended temperature range is from 500 to 1600 °C. Phase calculation, including precipitation reactions, was illustrated by modifying the temperature scale, i.e. X-axis, from 500-1600 to 500-1000 °C, and the mole scale, i.e. Y-axis, from 0-1 to 0-0.20 mol. The equilibrium phases calculated are balanced, which can provide the reference to analyse the predicted phases during the practical manufacturing processes.
2.3 Microstructure Analyses
As-annealed specimens were prepared for microstructure analyses. The longitudinal sections (rolling direction, RD) of specimens were observed using optical microscopy (OM) Zeiss Axioplan 2. The grain sizes were measured using the software of Image 2. The coarse precipitates and fracture surfaces of the specimens were observed with scanning electron microscopy (SEM) FEI Quanta 600FEG and JEOL 6490, respectively. And transmission electron microscopy (TEM) JEOL JEM 2100F was used to analyse fine precipitates. Qualitative microanalysis of precipitates was determined by energy-dispersive spectroscopy (EDS) on both SEM and TEM.
Prior to EBSD mapping, the unmounted specimens were polished down by 1200# SiC paper, followed by electropolishing on the Struers LectroPol-5. EBSD mapping was operated at the excitation voltage of 15 kV. The step size was 2 μm based on the grain size, and the entire mapped area was 2.4 mm × 1.8 mm at a magnification of 50×. The collected data were post-processed by HKL Channel 5 software.
2.4 Mechanical Properties
Tensile testing was performed at room temperature with strain rate of 5 × 10-3 s-1. The yield strength (YS), ultimate tensile strength (UTS) and elongation were measured using standard techniques. The Charpy impact toughness of 18Cr-2Mo FSS was investigated in the temperature range between - 40 and 40 °C, using sub-size (5 mm × 10 mm × 55 mm) specimens. All Charpy specimens were prepared transverse to the RD of the plate. The testing standards include ASTM A370, ASTM E8/E8M and ASTM E23.
3 Results
3.1 Equilibrium Diagram
Figures 1 and 2 show the equilibrium phases of the studied 18Cr-2Mo steels, i.e. N# and NT#, by Thermo-Calc software. Figure 1 displays that, for N#, FCC_A1#2, accepted as the precipitate regarding Nb, forms at 1220 °C, and then Z phase, regarded as CrNbN [23], precipitates out at the temperature of 840 °C. Sigma phase, which is a sort of Fe(Cr, Mo), precipitates out at 645 °C. For NT#, due to the fact that TiN appears in the liquid, after TiN, the other precipitates, such as TiC, NbN and NbC, are inclined to generate in some order. From the results of Thermo-Calc prediction, the corresponding temperature for FCC_A1#2, known as Nb/Ti precipitation, is 1490 °C, which is illustrated in Fig. 2.
Fig. 1
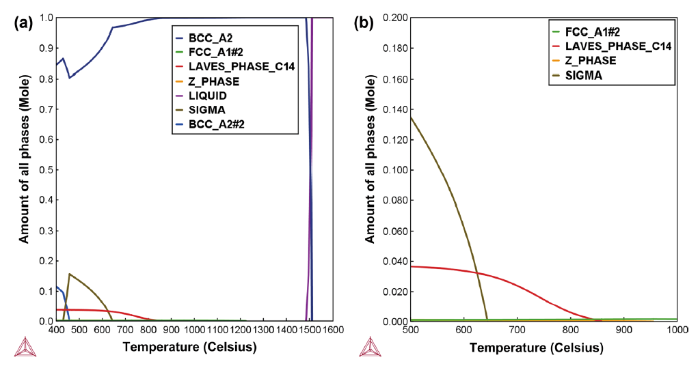
Fig. 1
Calculated equilibrium molar fractions of phases of Nb-stabilised steel: aY-axis from 0 to 1 mol; bY-axis from 0 to 0.20 mol. N#: 1 ferrite (BCC_A2); 2 Nb precipitate (FCC_A1#2); 3 laves phase (LAVES_PHASE_C14); 4 Z phase (Z_PHASE); 5 liquid (LIQUID); 6 sigma; 7 ferrite (BCC_A2#2)
Fig. 2
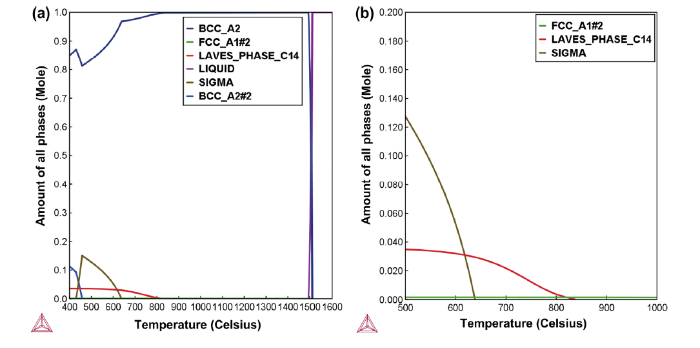
Fig. 2
Calculated equilibrium molar fractions of phases of (Nb + Ti)-stabilised steel: aY-axis from 0 to 1 mol; bY-axis from 0 to 0.20 mol. NT#: 1 ferrite (BCC_A2); 2 Nb/Ti precipitate (FCC_A1#2); 3 laves phase (LAVES_PHASE_C14); 4 liquid (LIQUID); 5 sigma phase (SIGMA); 6 ferrite (BCC_A2#2)
Between the temperature range of 600-900 °C, it can be seen that laves phase and sigma phase precipitate out for both steels. The amount of precipitates for the (Nb + Ti)-stabilised steel is higher than that for the Nb-stabilised steel. The composition of all precipitates that may appear during manufacturing is listed in Table 2.
3.1.1 Grain Size
It is evident that the microstructure of pure 18Cr-2Mo FSS grade is single ferrite phase from Thermo-Calc prediction, and the results of OM are displayed in Fig. 3. Furthermore, the distributions of grain sizes are given in Fig. 4. Through planimetric measurement and statistics, the average grain sizes of N# and NT# are approximately 212 and 262 μm, respectively. For the grains ranged from below 60-240 μm, N# contains 67.3%, which is more than that of NT#, 52.4%. For the grains from 240 to 480 μm, N# contains 25.5% grains of this size range, less than NT#, 33.3%. For both steels, even 7.1% and 14.3% grains are larger than 480 μm for N# and NT#. Considering the average grain sizes and relative distributions of N# and NT# steels, Nb-stabilised steel acquired smaller grain sizes than that stabilised with (Nb + Ti). Furthermore, the grain sizes of both steels are not homogenised since their grain distributions are scattered. For the grain distributions of two studied steels, N# has the grains that concentrate in the range of less than 60-240 μm. Comparatively, NT# has those sizes in the range of 90-300 μm.
Fig. 3
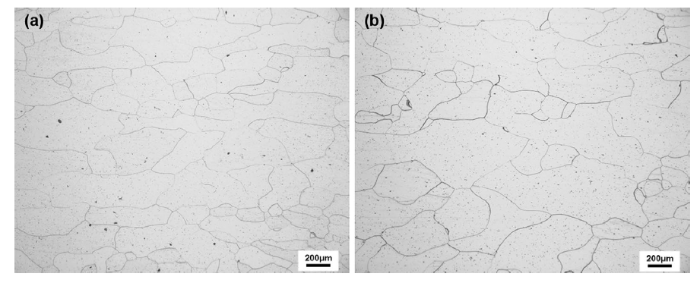
Fig. 3
OM images of studied steels: a Nb- stabilised; b (Nb + Ti)-stabilised
Fig. 4
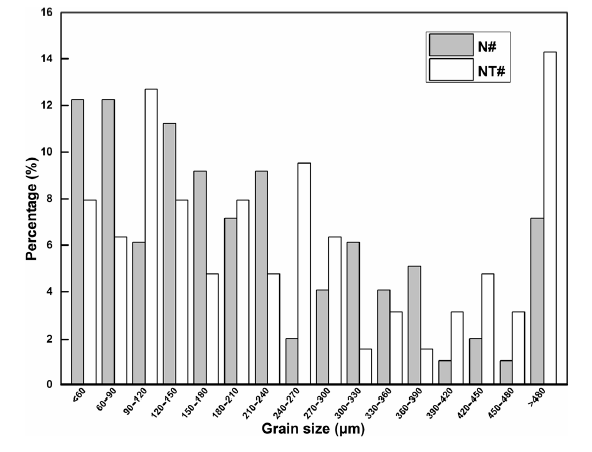
Fig. 4
Distributions of grain sizes for two studied steels
3.1.2 Precipitation
Figure 5 shows the distribution results of precipitation under SEM for N# and NT#. Roughly, the precipitates are higher in quantity for N# and coarser in size for NT#. In principle, it is possible for Nb carbonitrides to form in the FSS grade stabilised by the single-element Nb, and for Nb, Ti carbonitrides to generate in FSS grades stabilised by the dual Nb and Ti elements. Furthermore, besides the distributions of precipitation close to the grain boundaries, there are some particles appearing at the boundaries for N#; however, the same phenomenon does not occur for NT#. The particles at the boundaries may resist the growth of grains to some degree.
Fig. 5
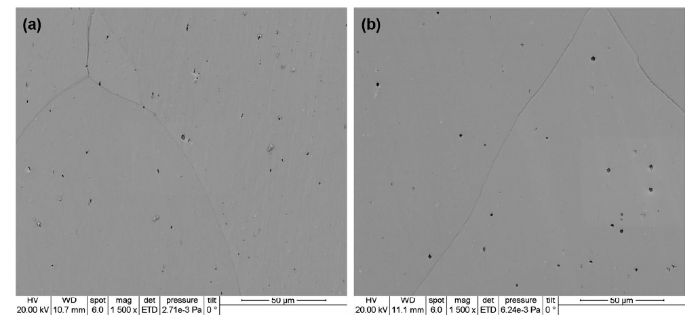
Fig. 5
SEM images of precipitation for studied steels: a Nb- stabilised steel; b (Nb + Ti)-stabilised steel
Figures 6 and 7 display the SEM images and EDS analyses of the precipitates of N# and NT#. For N#, the precipitate of FCC_A1#2, which is considered to be Nb(C,N) particle, forms at the high temperature. Z phase generates after Nb(C,N), which is hard to become stable in such a short time [23], i.e. 8 min. From Fig. 6, the fine precipitates distributing at and along the grain boundaries are confirmed by EDS to be NbC (Fig. 6). From Fig. 8a-e, it is observed the shapes and sizes of NbC particles differ from each other. At the same time, Fig. 8f and g shows the small precipitate of Nb(C,N). It is reported the average diameters of the spherical Nb(C,N) are around 500 nm in 9 wt% Cr ferritic steels [28]. However, the size of Nb(C,N) is only around 100 nm, which is possible to be related to the composition of Nb, C and N.
Fig. 6
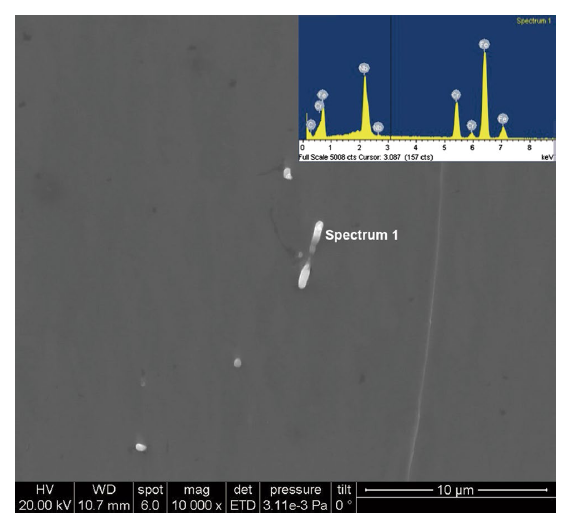
Fig. 6
SEM image and EDS analyses of precipitates for Nb-stabilised steel
Fig. 7
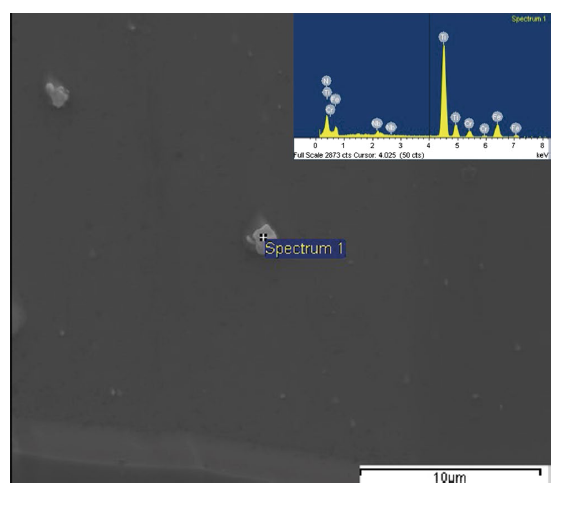
Fig. 7
SEM image and EDS analyses of precipitates for (Nb + Ti)-stabilised steel
Fig. 8
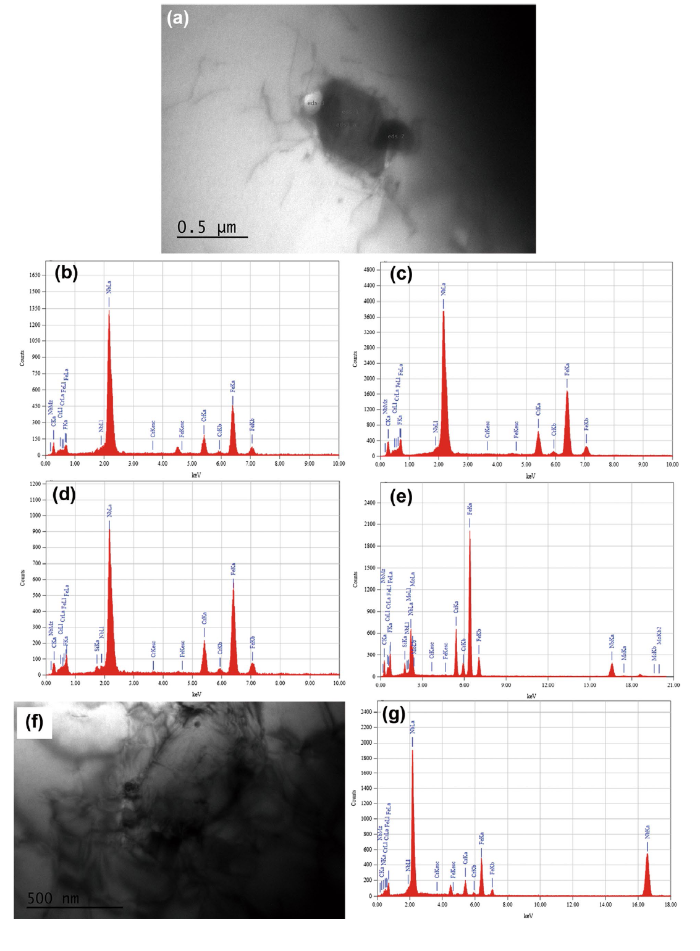
Fig. 8
TEM images and EDS analyses of precipitates for Nb-stabilised steel: a TEM images of precipitates 1-1a, 1-1, 1-2, 1-3 and b-e EDS analyses of precipitates 1-1a, 1-1, 1-2, 1-3; f TEM image of precipitate 2-1 and g EDS analysis of precipitate 2-1
For NT#, since the element of Ti is a strong nitride-forming element, a couple of cuboidal TiN precipitates of the size of around 2.5 μm is found distributing in the matrix (Fig. 7). Meanwhile, NbN is found attached to the particle of TiN. As the contents of Ti and Nb in the studied steel are more than critical Stoichiometric values ascertained by the ideal chemical matching of (Ti, Nb)N, and thus, the interstitial N should be fully stabilised by Ti and Nb theoretically. The (Ti, Nb)N particles with different sizes (0.8 μm and 230 nm) and shapes can be observed under TEM (Fig. 9a-d).
Fig. 9
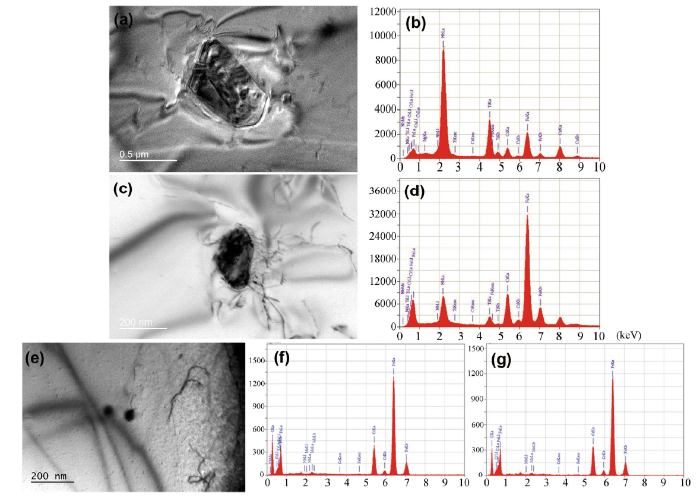
Fig. 9
TEM images and EDS analyses of precipitates for (Nb + Ti)-stabilised steel: a, c TEM images of precipitates (Ti, Nb)N and b, d EDS analyses of precipitates (Ti, Nb)N; e TEM image of precipitates 3-1, 3-2 and f, g EDS analyses of precipitates 3-1, 3-2
Then, NbC and TiC have the similar solid solubilities. In low carbon steels with Nb and Ti additions, NbC is more stable than TiC at higher temperatures in ferrite throughout the ferrite stability range [29]. From Fig. 9e-g, it is evident that a 30-nm NbC particle together with Fe/Cr precipitate appears together with the single precipitate of Fe/Cr carbide, which is also around 30 nm. These pretty small particles can be ignored since they have no influence on the properties of N#. In the steel of NT#, most N is occupied by Ti, and the nitrides of Nb are found attached to TiN. The formation of Fe/Cr carbide is related to the annealing process, which is not able to dissolve all Fe/Cr carbides during such a short annealing time. However, such a small particle will not influence the final properties of the studied NT#.
3.1.3 Orientation Map and Misorientation Distribution
In the orientation maps of N# and NT# (Fig. 10a, d), it can be seen that the volume fractions of grains with three orientations are random, no matter what type of microalloying is applied. That means there is no dominant orientation in either steel alloy design. The low-angle boundaries (LABs) (2° < LAB < 15°) and the high-angle boundaries (HABs) (HAB > 15°) are depicted as black and red lines, respectively, in Fig. 10c. It is well acceptable that the grain boundaries of both N# and NT# are composed predominantly of HABs with very few LABs. Additionally, it can be found that the grain sizes for these two steels are inhomogeneous, which may lead to the variation of impact toughness.
Fig. 10
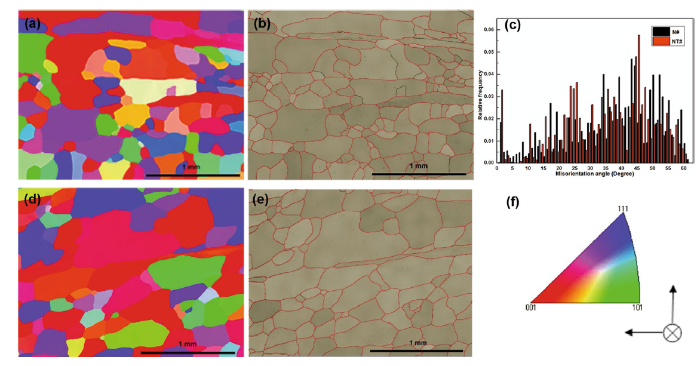
Fig. 10
Orientation maps and misorientation-angle distributions of studied steels: a orientation map of Nb-stabilised steel; b grain boundary map of Nb-stabilised steel; c comparison of misorientation-angle distribution of two studied steels; d orientation map of (Nb + Ti)-stabilised steel; e grain boundary map of (Nb + Ti)-stabilised steel; f appendix
3.1.4 Grain Boundary Character Distribution (GBCD)
The results of GBCD for two studied steels are displayed in Fig. 11. Three groups of grain boundaries, involving LABs, Σ3-Σ29 and random boundaries, are similar for two studied steels. LABs and Σ3-Σ29 for two steels are 3.93% (N#), 2.95% (NT#) and 4.37% (N#), 4.03% (NT#), respectively. For low-Σ CSLBs (Fig. 12), the LABs (Σ1) and some special grain boundaries (Σ3 and Σ5) appear in high frequency, comparatively. For Σ3, two studied steels acquire 0.86% and 1.29%, and for Σ5, 0.36% and 1.20%, respectively.
Fig. 11
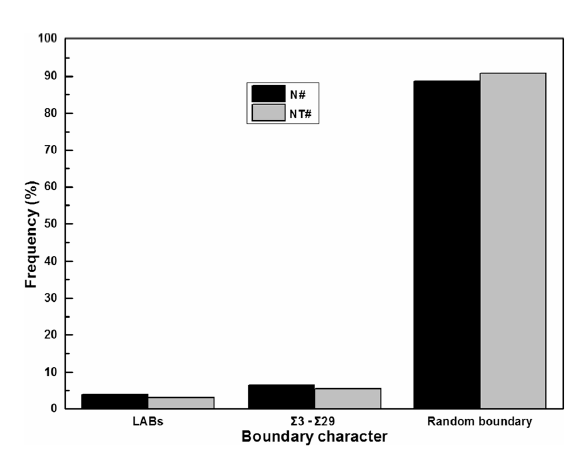
Fig. 11
GBSD results of Nb-stabilised and (Nb + Ti)-stabilised steels
Fig. 12
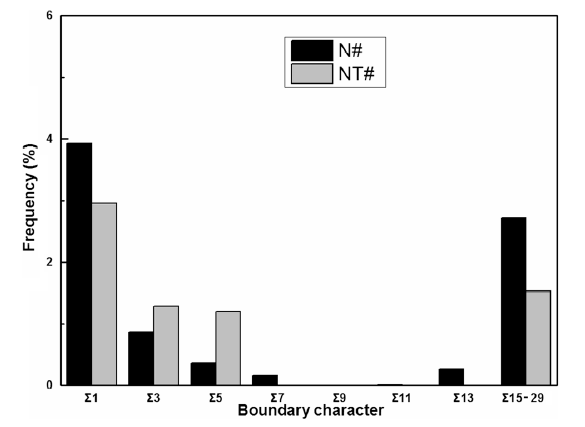
Fig. 12
Low-Σ CSLB distributions of Nb-stabilised and (Nb + Ti)-stabilised steels
3.2 Mechanical Properties
3.2.1 Tensile Strength
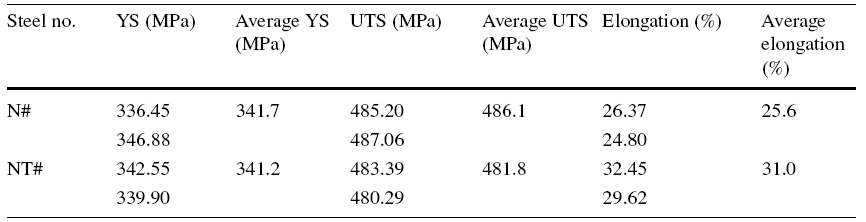
Table 3 displays the tensile strength properties of N# and NT# specimens measured at room temperature. It is clear that their YS values are similar. Meanwhile, the values of UTS for N# are a little higher, i.e. by 4.3 MPa, in comparison with NT#. And by contrast, the elongations are a little lower, i.e. by 5.4%. The tensile strength properties are comparatively stable from Table 3, and the values of UTS and elongation are very close to the average results except YS of N#.
3.2.2 Impact Toughness
Figure 13 shows the impact toughness values of N# and NT# tested from - 40 to 40 °C. For each FSS grade, the drop of impact values occurs predominantly when the testing temperature is reduced to a low degree. Comparatively, N# possesses superior toughness since almost its toughness at each testing temperature in the range of - 40 to 40 °C is higher than that of NT#. However, N# still has not reached its DBTT value due to its unstability in toughness even at the highest 40 °C.
Fig. 13
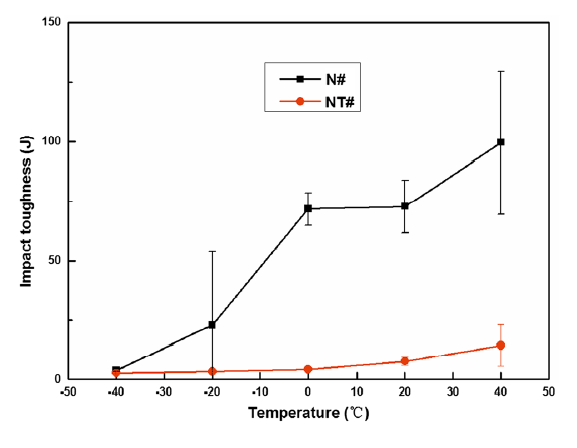
Fig. 13
Charpy impact values of Nb-stabilised and (Nb + Ti)-stabilised steels from - 40 to 40 °C
The fracture surfaces of N# and NT# were analysed using the instrument of SEM, exhibited in Figs. 14 and 15. The specimens impacted between -40 and 40 °C were cleaned and observed. When impacted at 40 °C, the fractographs of N# (Fig. 14b, c) present a mixed ductile/brittle fracture mode, which comprises both flat facets and plastic-deformed dimples. Due to the mixed structure, the impact energy of N# at 40 °C expressed unstability. Especially in the fracture surface of Fig. 14c, both shear cracks and holes can be observed, which illustrates the transition situation of the impacted specimen. When the impacting temperature is decreased to 0 °C, the mixed structures (Fig. 14e, f) still exist, the difference is that the flat facets turn smoother, and the holes of the deformed dimples are larger and shallower, which expresses the lower impact energy compared to 40 °C. When tested at - 40 °C, the facture surface turns pure river-like (Fig. 14h), which consists of smooth flat facets and shear cracks, and implies lower impact toughness of specimen. For NT#, the surface fractures from being impacted at different temperatures are alike (Fig. 15b, d, f), i.e. flat facets, which indicate the brittleness of all the specimens. The results of surface fractures are coincident with the impact values, shown in Fig. 13.
Fig. 14
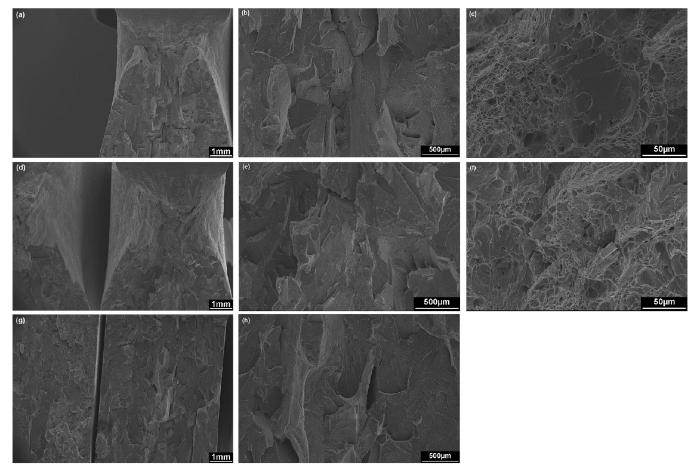
Fig. 14
Overall fracture appearances of Nb-stabilised specimens impacted at: a 40 °C; d 0 °C; g - 40 °C and SEM fractographs of Nb-stabilised specimens impacted at: b, c 40 °C; e, f 0 °C; h - 40 °C
Fig. 15
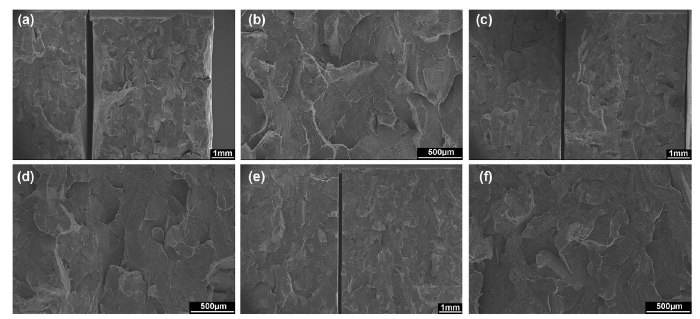
Fig. 15
Overall fracture appearances of (Nb + Ti)-stabilised specimens impacted at: a 40 °C; c 0 °C; e - 40 °C and SEM fractographs of NT# specimens impacted at: b 40 °C; d 0 °C; f - 40 °C
4 Discussion
4.1 Microstructure
For the studied steels N# and NT# that acquire a single ferrite microstructure, the grain size is the key point related to the properties besides the precipitation situations. Several factors determine the final ferrite grain size [30]. Firstly, the homogenisation progress of two steels is insufficient due to their low reduction and short annealing time; secondly, microalloying is the vital factor that decides the grain size since it is able to be used to control the precipitates, which distribute at and along the grain boundary. However, the control of grain size possibly occurs under the following conditions: the precipitation should generate at high temperature, and the duration in the process of high temperature should be long enough for resisting the grain sizes. Certainly, there are still some effective methods to modify grain size besides microalloying, for example, thermomechanical processing, viz. controlled rolling, heat treatment, etc. [8]. Based on Fig. 4, the average grain size for N# is smaller than that of NT#. Based on Petch [31] and Paton’s instance [5], the grain refinement is beneficial to the toughness properties of the studied steel. This conclusion can be related to the extension path of the crack generated during impact testing. The fine gain is beneficial to resist the spread of the crack effectively in this case.
It is well understood that Nb and Ti are both strong forming elements of carbide and nitride; however, the precipitation behaviours of second phases are complicated and mainly dependent on the liquid/solid condition, the solid solubility, the effect of other elements [32]. It is already made clear that: (1) TiN forms above the liquidus, which is extremely stable and only dissolves at very high temperature. Thus, for NT#, TiN is confirmed to form at first; (2) below the liquidus, the reported precipitation order according to temperature is NbN, TiC, NbC [18], but for different composition systems and manufacturing processes, the precipitation situation will be changed, as L. Ma explained in the composition systems of 26Cr-3.5Mo-2Ni and 29Cr-3.5Mo-2Ni [33].
4.2 Grain Boundary
As the interactional results of the polycrystal grains, the structures of GBs are determined by grain character and orientation. Meanwhile, the types and distributions of GBs are influenced by the misorientation of the grains. It has been well established that GB plays an important role as the preferential site for metallurgical phenomena [34]. Theoretically, the large fraction of low-energy boundaries (low-Σ CSLBs) is positive to its properties due to less purity or solute segregation, lower diffusivity, higher resistance to grain boundary sliding and crack nucleation and propagation compared to general boundaries (random boundaries). Among the low-Σ CSLBs, the contribution of Σ1 and Σ3 boundaries to property improvement was found to be prominent [35]. A higher frequency of random boundaries can bring about a dominant intergranular fracture. In other words, intergranular brittleness occurs when random boundaries occupy a large fraction [36]. For the two studied steels, the frequencies of low-energy boundaries for N# and NT# are 11.4% and 9.1%, respectively. The whole fractions of Σ1 and Σ3 are similar, i.e. 4.79% and 4.24%. Separately, the ratio of Σ1 for N# is 0.98% higher than that of NT#, and meanwhile Σ3 is 0.84% lower. Furthermore, the percentage of random boundaries for N# (88.6%) is lower than that for NT# (90.9%). Regarding GB, for N#, the improvement in impact toughness may be benefited by the allocation of low-energy boundaries and random boundaries to some degree.
4.3 Tensile Strength and Impact Toughness
Besides the increase in impact property that fine grain size brings about to the metal, it also leads to the increase in strength. However, N# does not express the apparent advantage in strength. That should be two reasons to explain this phenomenon. Firstly, the homogenisation of grains for N# and NT# is not good, which can cause different strengthening effects in the steel itself. Then, besides grain refinement, there are other factors that determine the final strength of the studied steels, such as dispersion strengthening of precipitation, solution strengthening of the elements of Nb and Ti. However, the strengthening mechanisms for N# and NT# are supposed to be interactive ones of several factors. However, with more Nb and fine grain size, N# only obtains 5 MPa higher in UTS and even 5% loss in elongation.
The influences of GBs on the mechanical properties of the studied steels are confirmed; however, the effectiveness should be not very evident based on the character results of both steels’ GBs.
At present, it is accepted that the coarse precipitates, such as TiN, result in a loss of toughness. Coarse TiN particle forms in the liquid, and sometimes precipitation of NbN attaches itself on the surface of TiN (C can be ignored since the count of C is very low in EDS). (Ti, Nb)N or TiN particles with the sizes of 1.5-3 μm have been found in the annealing steels impacted at the temperature ranging from - 40 to 40 °C. These big particles are associated with the initiation of brittle fracture [14, 15], which leads to the loss of impact toughness for NT#. Figure 16 reveals the found precipitate (Ti, Nb)N/TiN locating at the initiation of cleavage fractures, which testifies the negative influence of large particle and can be regarded as inclusions in the steels. Three critical steps are involved in a big particle, i.e. (Ti, Nb)N/TiN initiated cleavage fracture process, i.e. the microcrack nucleates at the big particle; the microcrack penetrates the matrix across the particle-matrix interface and grows into a grain-sized crack; the grain-sized crack continues to propagate across the grain boundaries and becomes unstable, resulting in cleavage fracture [17]. This point can be taken into account regarding the toughness comparisons of the studied steels.
Fig. 16
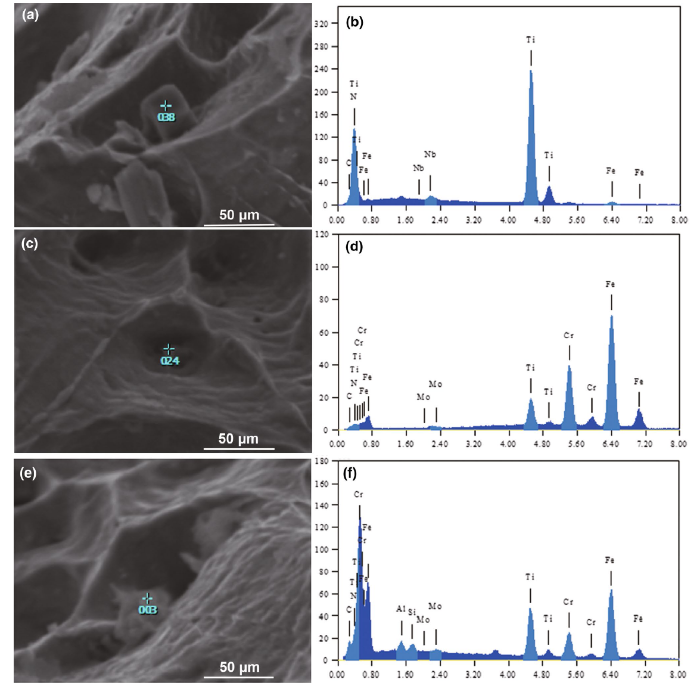
Fig. 16
(Ti, Nb)N/TiN particles appearing at initiation of cleavage fractures and corresponding EDS analyses for (Nb + Ti)-stabilised specimens impacted at: a, b 40 °C; c, d 0 °C; e, f - 40 °C
With respect to the phenomenon that the toughness values for N# at 40 °C are not stable, several possibilities aroused by the nonuniform of the steel may be considered: (1) the irregular distributions of inclusions and precipitates may influence the scattered generation of microcracks, which grow into grain-sized cracks during penetrating. (2) The inhomogeneous grain sizes may influence a variety of propagation paths of grain-sized crack. For instance, for the regions that grains are smaller, the cracks meet with the larger resistance from GBs.
In respect of the nucleation and growth of the (Ti, Nb)N/TiN particles, it is indeed that the existing coarse particles are detrimental to the toughness of the studied 18Cr-2Mo stainless steel. As mentioned, TiN forms above the liquidus, which is extremely stable and only dissolves at very high temperature. The formation of TiN in the liquid phase can increase the density of nucleation sites [37]. Some researchers have investigated the precipitation in (Nb + Ti)-stabilised steel, depending on the Ti lever, as much as 90% of the total Nb may remain in solid solution [38]. Then, Nb is prone to attaching on the surface of TiN particle, which is described in Fig. 17 [3]. From Fig. 16, it is evident that the sizes of TiN particles are in some range. Although the fine (Ti, Nb)N/TiN particles have not been found under microscope, they are supposed to exist, which do not influence the toughness of the studied steels.
Fig. 17
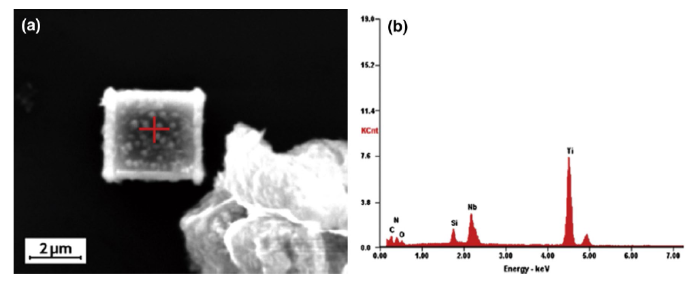
Fig. 17
a SEM and b EDS of (Ti, Nb)N particle
5 Conclusions
The effects of microalloying on the microstructure and grain boundary of 18Cr-2Mo FSS grades stabilised by Nb and (Nb + Ti) were investigated. The connection between Ti addition and mechanical properties was discussed. The following conclusions can be drawn:
(1) For Nb- and (Nb + Ti)-stabilised 18Cr-2Mo FSS grades, the grain sizes exist the difference of around 50 μm, which does affect the mechanical properties of the studied steels, especially impact toughness. The strength result of Nb-stabilised 18Cr-2Mo FSS that influenced by inhomogeneous grain sizes is only 5 MPa higher in UTS.
(2) For Nb-stabilised 18Cr-2Mo FSS, NbC and Nb(C,N) are the main precipitates; however, for (Nb + Ti)-stabilised 18Cr-2Mo FSS, primary precipitates are (Ti, Nb)N/TiN, NbC. The addition of Ti can modify the precipitation behaviour of Nb composition system, especially the formation of TiN particle.
(3) Ti addition degrades its toughness properties due to the large (Ti, Nb)N/TiN particles, which usually initiate the cleavage fracture process. Therefore, Ti is not an adaptable element for stabilising 18Cr-2Mo FSS thick plate, to which high impact toughness is needed.
(4) The microalloying of Nb and (Nb + Ti) has not brought about the modification of grain boundary a lot. For these two studied steels, the grain boundaries are almost the same, which means that GBCD is not the main factor related to ultimate mechanical properties of 18Cr-2Mo FSS grades.
Based on the above results, the element of Nb for stabilising FSS appears to be more suitable to the mechanical properties, i.e. strength and impact toughness, in this study.
Reference
- About AMSE
- Authors and reviewers
- Contact
E-mail: ams@imr.ac.cn
Address: 72 Wenhua Road, Shenyang, Liaoning, 110016, China
 WeChat
WeChat
- Copyright © Editorial Office of Acta Metallurgica Sinica (English Letters), All Rights Reserved.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}