Search for articles:
Xiao-Jiang Wang , Xin-Jun Sun, Cheng Song
, Xin-Jun Sun, Cheng Song
Corresponding authors:
Received: 2018-07-29
Revised: 2018-08-22
Online: 2019-06-10
Copyright: 2019 Editorial board of Acta Metallurgica Sinica(English Letters) Copyright reserved, Editorial board of Acta Metallurgica Sinica(English Letters)
More
Abstract
The effect of grain size on the mechanical properties of a high-manganese (Mn) austenitic steel was investigated via electron-backscattered diffraction, transmission electron microscope, X-ray diffraction, and tensile and impact tests at 25 °C and - 196 °C. The Hall-Petch strengthening coefficients for the yield strength of the high-Mn austenitic steels were 7.08 MPa mm0.5 at 25 °C, which increased to 14 MPa mm0.5 at - 196 °C. The effect that the grain boundary strengthening had on improving the yield strength at - 196 °C was better than that at 25 °C. The impact absorbed energies and the tensile elongations were enhanced with the increased grain size at 25 °C, while they remained nearly unchanged at - 196 °C. The unchanged impact absorbed energies and the tensile elongations were primarily attributed to the emergence of the micro-twin at - 196 °C, which promoted the cleavage fracture in the steels with large-sized grains. Refining the grain size could improve the strength of the high-Mn austenitic steels without impairing their ductility and toughness at low temperature.
Keywords:
High-Mn austenitic steels are a face-centered cubic metal with excellent ductility, toughness, and work hardening behaviors. In recent years, the high-Mn steels have become considered a cryogenic application material [1, 2, 3, 4, 5, 6]. Since the yield strength of the high-Mn austenitic steels cannot be improved through the phase transformation, the applications of the steels have been limited by their low-yield strength [7, 8]. The grain boundary strengthening is considered a good strengthening method. The grain boundary strengthening is described by the Hall-Petch relationship: \(\sigma_{\text{y}} = \sigma_{ 0} + K_{\text{HP}} d^{ - 0.5}\), where σy is the yield strength, σ0 is the friction stress, d is the grain size, and KHP is the Hall-Petch strengthening coefficient [9, 10]. The larger the KHP is, the larger the increment of yield strength is. The KHP is traditionally obtained by the tensile test on the steels with different grain sizes at room temperature. Studies on the KHP at low temperatures in steels are lacking, especially for high-Mn austenitic steels. As a material applied in a low-temperature environment, the high-Mn austenitic steels require not only high strength, but also excellent ductility and toughness.
The ductility and the toughness of high-Mn austenitic steels are excellent even as the strength increases, due to the formation of the mechanical twin [11]. The formation of mechanical twins in austenitic steels depends on the level of stacking fault energy. The stacking fault energy decreases as the external temperature decreases, so the morphology of the mechanical twins in austenitic steels differs from room temperature to cryogenic temperature [12, 13, 14, 15]. In face-centered cubic materials, twinning is typically discovered on {111} planes. Some studies have indicated that planes other than {111} in high-Mn steels could promote the formation of the micro-twins at low temperature [16, 17, 18, 19]. Since they form on different crystallographic planes and have different orientations, they restrict the glide dislocation activity along multiple directions and cause the quasi-cleavage fracture. During the cleavage fracture, the larger the grain size is, the lower the ductility and toughness of steels are [11]. The effect of grain size on the ductility and toughness in high-Mn steels becomes complicated with the formation of micro-twins at low temperatures.
In this study, the high-Mn austenitic steels with various grain sizes were obtained by varying the solution treatment process. Both the tensile test and the Charpy impact test were performed at 25 °C and - 196 °C. The effects of the grain size on the strength, the ductility, and the toughness of high-Mn steels at 25 °C and - 196 °C are discussed.
The high-Mn austenitic steels were prepared to study the effect of grain size on mechanical properties at 25 °C and - 196 °C, respectively. Each specimen was made by casting in a 100 kg induction melting furnace within Ar atmosphere, and the steel ingots were hot forged to 120 mm × 110 mm × 60 mm blocks. Inductively coupled plasma-atomic emission spectrometer (ICP-AES) was employed to measure chemical compositions (wt%), which were shown in Table 1.
Table 1 Chemical compositions of experimental steel (wt%)
| C | Si | Mn | S | P | Mo | Al |
|---|---|---|---|---|---|---|
| 0.46 | 0.15 | 22.28 | 0.0019 | 0.0051 | 0.34 | 0.028 |
After soaking at 1000 °C for 2 h, the billets were hot rolled to a plate with thickness of 12 mm and total reduction ratio of 80%, and then quenched into water to room temperature. Then, the plates were solution treated at 900, 950, 1000, 1100, and 1150 °C for 40 min, respectively. In order to obtain a large grain size, we also added a solution treatment at 1150 °C for 120 min. The metallographic observation was performed by using HITACHI S-4300 scanning electron microscope (SEM) and H-800 TEM. Thin foils for TEM observation were prepared using a twin-jet polisher in a mixed solution of 90% glacial acetic acid and 6% perchloric acid at - 20 °C. EBSD in a FEI Quanta 650FEG field emission SEM was used for microstructure characterization. Phases existing in the steels were identified by PANALYTICAL-MPD X-ray diffraction (cobalt radiation, scan rate was 2°/min, and scan step size was 0.02°).
The tensile tests were performed by using a WE-300 tensile test machine. The tensile specimens with Φ8 mm and 25 mm gauge length were machined from rolled plate after solution treatment. The testing speed was 2 mm/min and the testing temperatures were 25 °C and - 196 °C. The extensometer was used to measure the elongation. The impact tests were performed by using a JBN-300N on standard Charpy V-notch specimens (size: 10 mm × 10 mm × 55 mm) under 25 °C and - 196 °C.
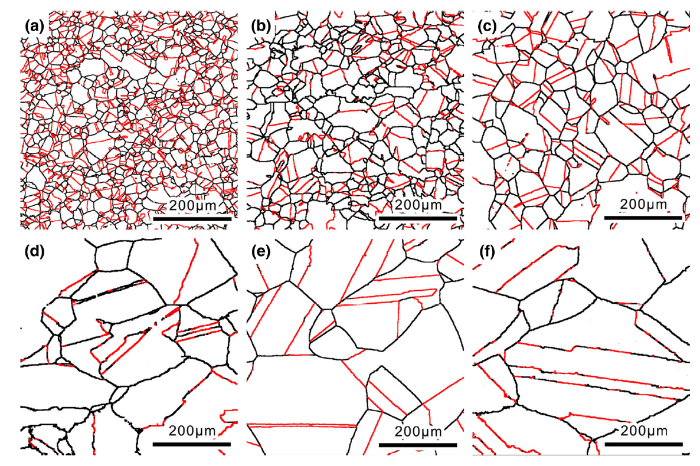
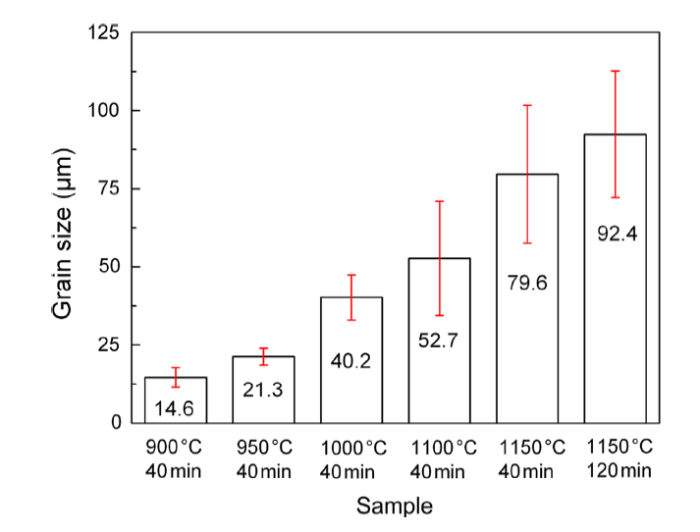
Figure 1 shows the EBSD images of the austenite grains and the annealing twins of the experimental steels with solution treatment ranging between 900 and 1150 °C. The equiaxial austenite grain size increased significantly as the solution treatment temperature and the solution treatment time increased. The density of the annealing twin decreased as the grain size increased. The grain size was measured by the linear intercept method (and by counting both the grain and the twin boundaries), as summarized in Fig. 2. As shown in Fig. 2, the grain size ranged from 14.6 to 92.4 μm. The error bars were the difference in size between the different grains in the steels. As the solution temperature increased, the value of the error bar increased. This indicated that some grains grew abnormally as the solutionizing temperature increased.
Fig. 1 EBSD images of austenite grains of experimental steels with various solution treatment processes: a 900 °C, 40 min; b 950 °C, 40 min; c 1000 °C, 40 min; d 1100 °C, 40 min; e 1150 °C, 40 min; f 1150 °C, 120 min. Black lines represent grain boundaries with a misorientation more than 15°, and red lines represent annealing twins boundaries
Fig. 2 Austenite grain size of experimental steels with various solution treatment processes
The mechanical properties of the experimental steels at 25 °C and - 196 °C are listed in Table 2. The yield strength and the tensile strength were above 250 MPa and 766 MPa at 25 °C. The tensile elongation and impact energy exceeded 68% and 212 J. When tested at - 196 °C, the yield strength and the tensile strength increased above 595 MPa and 1100 MPa. Although the strength increased significantly, the tensile elongation and the impact energy remained above 34% and 168 J. The results indicated that the experimental steels exhibited high strength, ductility, and low-temperature toughness.
Table 2 Mechanical properties of experimental steels
| Grain size (μm) | 25 °C | - 196 °C | ||||||
|---|---|---|---|---|---|---|---|---|
| Yield strength (MPa) | Tensile strength (MPa) | Tensile elongation (%) | Impact energy (J) | Yield strength (MPa) | Tensile strength (MPa) | Tensile elongation (%) | Impact energy (J) | |
| 14.6 | 290 | 889 | 68 | 212 | 665 | 1300 | 35.5 | 170 |
| 21.3 | 274 | 864 | 71 | 226 | 655 | 1280 | 37.5 | 168 |
| 40.2 | 273 | 852 | 73 | 237 | 630 | 1250 | 36.5 | 172 |
| 52.7 | 269 | 821 | 74 | 252 | 615 | 1140 | 34 | 176 |
| 79.6 | 252 | 782 | 76.5 | 252 | 605 | 1130 | 36 | 179 |
| 92.4 | 250 | 766 | 80 | 264 | 595 | 1100 | 35.5 | 176 |
3.2.1 Effect of Grain Size on Strength at 25 °C and - 196 °C
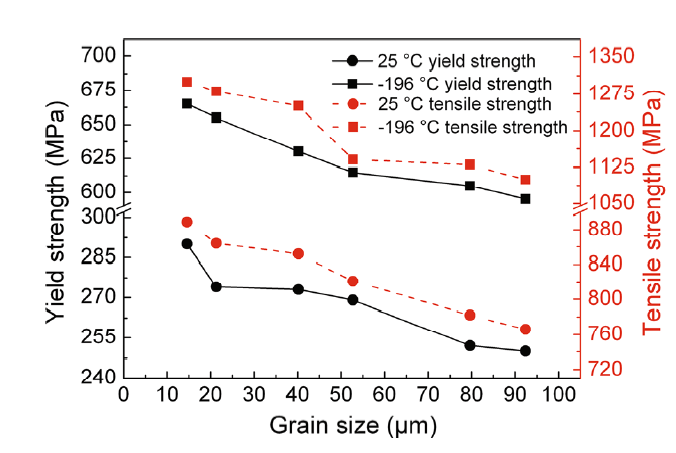
The tensile strength and the yield strength of the experimental steels at 25 °C and - 196 °C are plotted in Fig. 3, as a function of the grain size. The strength increased as the grain size decreased. When the grain size increased from 14.6 to 92.4 μm, the increments of the yield strength and the tensile strength at 25 °C were 40 MPa and 123 MPa, while the increments of the yield strength and the tensile strength at - 196 °C were 70 MPa and 200 MPa. The increment of strength at - 196 °C was larger than at 25 °C. The results indicated that the grain boundary strengthening for the high-Mn steels serving at low temperatures had a significant effect.
Fig. 3 Strength as a function of grain size
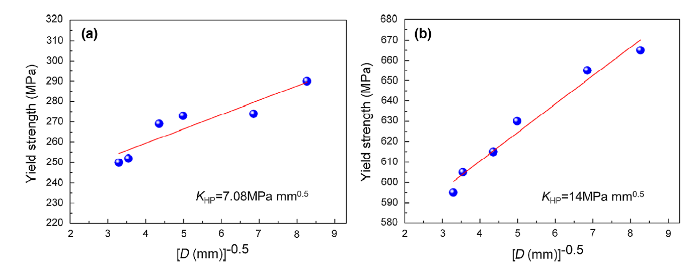
To investigate the effect of grain boundary strengthening, we compared the KHP of the yield strength between the tensile tests at 25 °C with - 196 °C. Figure 4a, b shows the grain size dependence of the yield strength at 25 °C and - 196 °C. The KHP of the experimental steels at 25 °C and - 196 °C yielded by linear fitting was 7.08 MPa mm0.5 and 14 MPa mm0.5. The KHP value obtained at - 196 °C was nearly double the value at 25 °C, which indicated that the effect of grain boundary strengthening at - 196 °C was greater than that at 25 °C.
Fig. 4 Grain size dependence of yield strength of experimental steels at 25 °C a, - 196 °C b
Based on the pile-up model of dislocation, the KHP was expressed as follows [20]:
$K_{\text{HP}} = 2M\left( {\frac{Gb\sigma }{{\pi \left( {1 - \nu } \right)}}} \right)^{0.5} ,$(1)
where M is the Taylor factor, G is the shear modulus, b is the magnitude of the Burgers vector, ν is the Poisson’s ratio, and σ is the critical stress required to propagate plastic deformation. M and b are independent of the temperature. As the temperature decreased, the G increased, so that the Peierls-Nabarro stress increased [21]. So, the σ increased with the decrease of temperature. The ν was determined as follows [21]:
$\nu = \frac{E}{2G} - 1,$(2)
where E is the Young’s modulus. According to Yong [11], the value of the E/G increased as the temperature decreased. So, ν increased as the temperature decreases. It is then concluded that the G, the σ, and the ν increased as the temperature decreased, resulting in the increasing KHP value (according to Eq. 1). Therefore, the KHP value at - 196 °C was larger than at 25 °C.
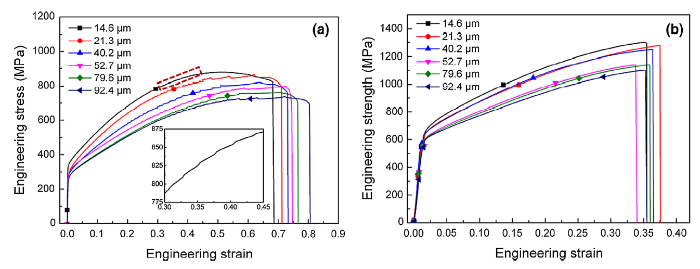
Figure 5a, b shows the engineering stress versus strain curves of the experimental steels at 25 °C and - 196 °C, respectively. The steels exhibited a continuous yielding behavior followed by extensive strain hardening. When the tension reached the maximum, the specimens fractured rapidly after necking. The phenomena of serrated flow stress occurred in the steels at 25 °C, which was considered the dynamic strain aging [12, 22, 23, 24]. Lee et al. [25] stated that the interactions between the dislocations and the Mn-C short-range-order complexes were responsible for the dynamic strain aging. The stacking faults and dislocations broke away from the Mn-C ordered zones. Dastur et al. [26] and Saeed-Akbari et al. [27] reported that the reorientation of Mn-C short-range-order complexes leads to a higher stress for reinitiating of dislocation glide, which enhances the strain hardening rate. The migration of the Mn and C atoms was hindered at - 196 °C, so the Mn-C short-range-order complexes were difficult to form. No dynamic strain aging was observed in the engineering stress-strain curves at - 196 °C.
Fig. 5 Engineering stress-strain curves of experimental steels at 25 °C a, - 196 °C b
3.2.2 Effect of Grain Size on Ductility and Toughness at 25 °C and - 196 °C
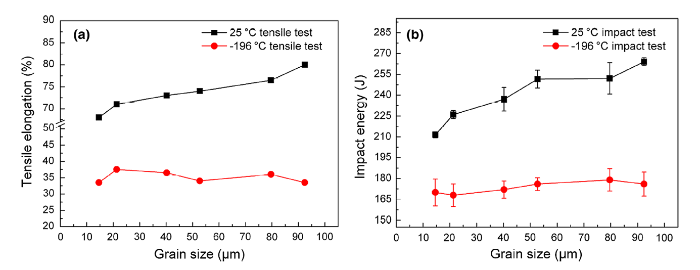
Figure 6 shows the tensile elongation (see Fig. 6a) and the impact energy (see Fig. 6b) versus the grain size at 25 °C and - 196 °C. The tensile elongation and the impact energy increased as the grain size increased, when tested at 25 °C. Due to the critical stress activating, the twinning decreased as the grain size increased [19, 28]. The twinning-induced plasticity (TWIP) behaviors in the steels with large-sized grains occurred more easily than in the small-sized grains. Moreover, the strength of the experimental steels decreased as the grain size increased (see Fig. 3). So, the tensile elongation and the impact energy increased as the grain size increased at 25 °C.
Fig. 6 Tensile elongation a and impact energy b versus grain size at 25 °C, - 196 °C
Interestingly, the relation between the grain size with the tensile elongation and the impact energy turns out to be different when the temperature goes down to - 196 °C. The value of the tensile elongation and the impact energy remained unchanged at - 196 °C (see Fig. 6). The results show that the grain size had a weak effect on the ductility and the toughness of the experimental steels at - 196 °C. The weak effect of the grain size on the ductility and the toughness at low temperature will be discussed as follows.
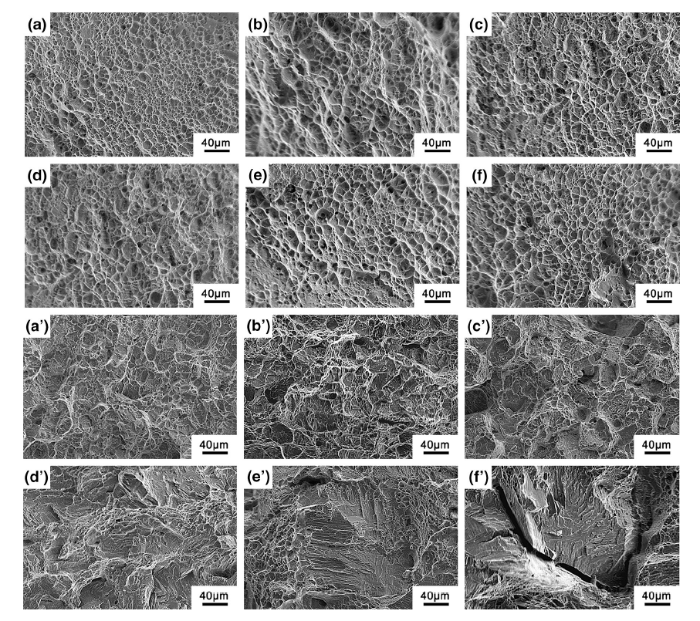
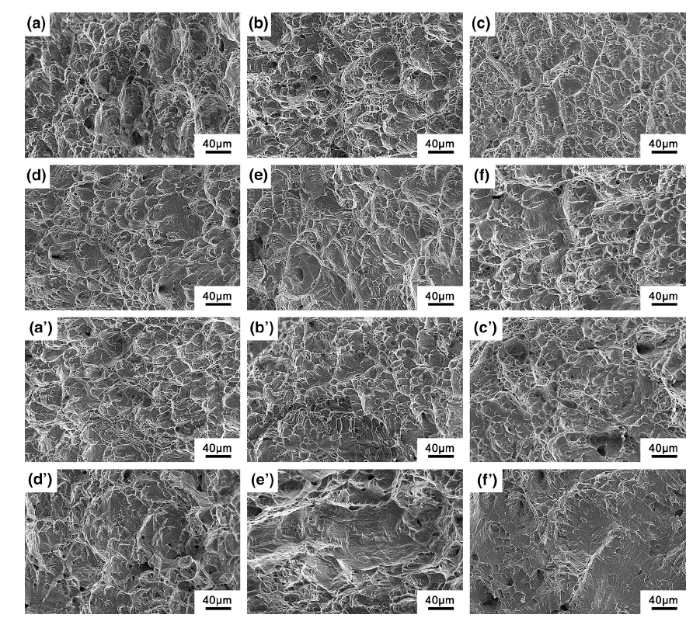
The tensile test fracture morphologies at 25 °C were typical ductile fracture models, as presented in Fig. 7a-f. A large number of dimples existed in the fracture morphologies. The morphologies of the dimples in the experimental steels with different grain sizes were similar. As shown in Fig. 7a′-f′, the tensile test fracture morphologies at - 196 °C were quasi-cleavage fractures. As the grain size increased, the cleavage planes expanded. The impact fracture morphologies at 25 °C were completely composed of dimples (see Fig. 8a-f), while the quasi-cleavage morphology also appeared in the impact fracture at - 196 °C. The cleaved area increased as the grain size increased (see Fig. 8a′-f′). The increased cleaved area could accelerate crack propagation and decrease the tensile elongation and the impact energy. Although the steel with large-size grains had a large cleaved area, the plasticity induced by twinning in the steels with large-sized grains was easier than the small-sized grains, which was favorable for the improvement of ductility and toughness. Therefore, the tensile elongation and the impact energy did not increase with the increase of the grain size at - 196 °C under the mutual restraint of two factors.
Fig. 7 Fracture morphologies of tensile specimens at 25 °C a-f, - 196 °C a′-f′ for grain sizes of 14.6 μm a, a′, 21.3 μm b, b′, 40.2 μm c, c′, 52.7 μm d, d′, 79.6 μm e, e′, 92.4 μm f, f′
Fig. 8 Fracture morphologies of impact specimens at 25 °C a-f, - 196 °C a′-f′ for grain sizes of 14.6 μm a, a′, 21.3 μm b, b′, 40.2 μm c, c′, 52.7 μm d, d′ 79.6 μm e, e′, 92.4 μm f, f′
Although the occurrence of cleavage was the cause for the ductility and the toughness did not change much with the increase of grain size at - 196 °C, we also need to further understand the effect of grain size on the formation of the cleavage plane in high-Mn steels at low temperatures. Dong et al. [29] and Rong et al. [30] found that the martensite induced by strain-induced transformation in high-Mn austenite steels at low temperature results in the cleavage fractures, since the martensite is much more brittle than the austenite phase. The TWIP steels are suitable for use as a low-temperature material. The activation of the TWIP mechanism is thought to require the stacking fault energy ranging from 20 to 40 mJ/m2 [26]. As the temperature decreased, the stacking fault energy decreased, and the formation of mechanical twin can be blocked. The stacking fault energies of the experimental steels were calculated from the following equation that was developed by Olson et al. [31]:
$\gamma_{\text{fcc}} = 2\rho \Delta G^{\gamma \to \varepsilon } + 2\sigma_{\text{ie}} ,$(3)
where ρ refers to the molar surface density along {111} planes, \(\Delta G^{\gamma \to \varepsilon }\) is the molar Gibbs energy of the γ → ε transformation and σie is the interfacial energy (in general, this value lies between 5 and 15 mJ/m2) between γ and ε phases. The ρ is determined geometrically by introducing the lattice parameter a of the alloy and sets to be 0.361 nm based on Ref. [32]:
$\rho = \frac{4}{\sqrt 3 }\frac{1}{{a^{2} N}},$(4)
where N is Avogadro constant. The \(\Delta G^{\gamma \to \varepsilon }\) for alloys riched in Fe is determined as follows [31]:
$\Delta G^{\gamma \to \varepsilon } = \varSigma x_{i} \Delta G_{i}^{\gamma \to \varepsilon } + \varSigma x_{\text{Fe}} x_{j} \varOmega_{{{\text{Fe}}j}}^{\gamma \to \varepsilon } ,$(5)
where xi is the constituent of all elements in the steel, \(\Delta G^{\gamma \to \varepsilon }\) is the Gibbs free energy change, xj is the constituent of all elements except for Fe in the steel, and \(\varOmega_{{{\text{Fe}}j}}^{\gamma \to \varepsilon }\) is the interaction parameter between Fe and the other elements. A detailed calculation indicated that the stacking fault energy of the experimental steel was ~ 25 mJ/m2 (temperature T = 77 K), which fell within the range of the stacking fault energy activating the TWIP mechanism.
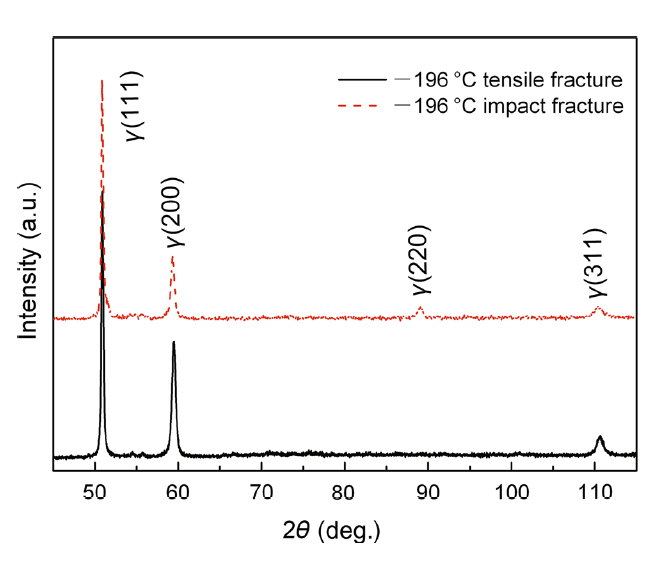
From the stacking fault energy calculation formula, it was found that the stacking fault energy was dependent on temperature and the chemical composition. Figure 9 shows the XRD patterns of the - 196 °C impact and the tensile fracture of the steel with a grain size of 92.4 μm. The austenite peaks existed alone, and no ε-martensite formed in the steel. The steels exhibited a TWIP behavior. Both the calculation results and the XRD patterns indicated the experimental steels were TWIP steels. The generation of cleavage planes on fracture surface was not related to the martensite induced by the phase transformation during plastic deformation.
Fig. 9 XRD patterns of experimental steel with a grain size of 92.4 μm after - 196 °C impact and tensile fracture
Moreover, Chai et al. [33] found that the second-phase precipitates could also induce cleavage fractures at low temperature. According to Table 1, the secondary phase precipitates were difficult to form in the steel after solution treatment at a high temperature, since the elements could be completely dissolved into austenite. In summary, the microstructures of the experimental steels did not contain the martensite and the secondary phase precipitate.
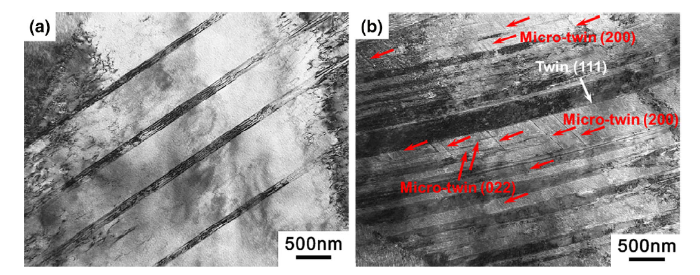
Toker et al. [16] found that micro-twins formed in twins on (200), (022), and \((\overline{2} 24)\) planes at low temperatures could cause cleavage fractures in high-Mn steels. Figure 10a, b show the TEM images of the mechanical twins of tensile fracture with a grain size of 92.4 μm at 25 °C and - 196 °C. The twins were slender at 25 °C. As shown in b, the newly formed micro-twins grew on the (200) plane rather than on the {111} plane. Since they form on different crystallographic planes and possessed different orientations, they were capable of restricting glide dislocation activity along multiple directions. As the dislocation motion on multiple paths was hindered, dislocation pile-ups formed in the vicinity of these micro-twins, which further prevented the glide dislocation activity. This multidirectional and the intense restriction of glide dislocation activity contributed to the observed brittle behavior at - 196 °C. The micro-twins resulted in the cleavage fracture at - 196 °C.
Fig. 10 TEM images of mechanical twin in tensile fracture with a grain size of 92.4 μm at 25 °C a, - 196 °C b
1.The effect of grain size had on the mechanical properties of high-Mn austenitic steels at 25 °C and - 196 °C was investigated and the main conclusions are as follows. The Hall-Petch strengthening coefficients for the yield strength of the experimental steels were 7.08 MPa mm0.5 at 25 °C, which increased to 14 MPa mm0.5 at -196 °C. The effect that the grain boundary strengthening had on improving the yield strength of experimental steels at - 196 °C was better than that at 25 °C.
2.The phenomena of serrated flow stress occurred in the experimental steels at 25 °C, but could not be observed at - 196 °C.
3.The impact absorbed energies and the tensile elongations were enhanced as the grain size increased at 25 °C, but they remained nearly unchanged at - 196 °C.
4.The findings indicated that refining the grain size could improve the strength of high-Mn austenitic steels without impairing their ductility and toughness at low temperatures.
The authors have declared that no competing interests exist.

 WeChat
WeChat
/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}