Search for articles:
Zheng-Guan Lu , Rui Yang
, Rui Yang
Corresponding authors:
Received: 2019-04-11
Revised: 2019-05-22
Online: 2019-11-05
Copyright: 2019 Editorial board of Acta Metallurgica Sinica(English Letters) Copyright reserved, Editorial board of Acta Metallurgica Sinica(English Letters)
More
Abstract
Pre-alloyed powder of Ti2AlNb alloy was prepared by electrode induction gas atomization method, and the powder was screened into five kinds of powder size distribution. Fully dense Ti2AlNb alloy was prepared by powder metallurgy (PM) using hot isostatic pressing. The properties of pre-alloyed powder and PM Ti2AlNb alloy were tested. Results show that mean grain size of PM Ti2AlNb alloy is influenced by powder particle size, but particle size has no significant influence on tensile properties. Finer Ti2AlNb powder has low Argon gas bubble ratio and high oxygen content, and poor flowability of finer powder increases the degree of difficulty during degassing. As a result, big pores (> 50 μm) are observed in PM Ti2AlNb alloy prepared by finer powder and cause plasticity loss of tensile properties. In order to get a better comprehensive properties of PM Ti2AlNb alloy, powder with an average size (~ 100 μm) is suggested.
Keywords:
Ti2AlNb alloys, based on the ordered orthorhombic phase [1], offer higher strength than Ti3Al alloys and better room temperature ductility than γ-TiAl alloys. Many researchers have made great efforts to expand applications of aerospace in the past 30 years due to its specific strength, fracture toughness, creep, and oxidation resistance at elevated temperature (650-750 °C) [2, 3, 4]. Typical forming routes of Ti2AlNb alloys are forging and rolling despite its high resistance to deformation [5, 6, 7]. Inhomogeneous microstructure caused by ingot thermo-mechanical processing results in a significant fluctuation on the mechanical properties of Ti2AlNb alloys. Powder metallurgy (PM) approach, using near net shape hot isostatic pressing (HIP), offers the potential for solving many of the problems associated with the production of large ingots, such as center-line porosity, chemical inhomogeneity, and hereditary phenomena of thermo-mechanical processed structure [8, 9, 10].
HIPing is a process involving the use of high-pressure gas isostatically applied to a workpiece at an elevated temperature performed in a specially constructed pressure vessel [11, 12, 13]. Thus, HIP conditions (HIPing temperature, pressure, or dwell time) and post-heat treatment show great influence on microstructure and mechanical properties of HIPed titanium powder compacts [14, 15, 16]. Most of the previous studies on PM titanium alloy preparation have focused on single factor effect (for example, HIPing temperature, pressure, dwell time, and post-heat treatment) on microstructure and mechanical properties [17, 18, 19]. On the other hand, the powder characteristics such as powder surface contamination and powder size are of primary importance to the microstructure and properties of PM Ti2AlNb alloys. Our previous studies have compared the gas adsorption behavior and powder surface contamination of Ti-6Al-4V powder and Ti-Al intermetallic powder [20, 21]. The results show that powder surface contamination has less influence on PM Ti-6Al-4V alloys, but results in deterioration of PM Ti-Al intermetallic mechanical properties due to its strong chemical activity. For the production of high-reactivity powder materials such as Ti2AlNb alloys, the choice of powder size is always limited by two conflicting factors: Finer powders inevitably contain a higher level of contamination, while coarse powders contain a higher fraction of gas bubbles due to the entrapment of argon during atomization. The main objective of this paper was to identify the effects of the powder size on the microstructure and mechanical properties of PM Ti2AlNb alloys.
In this work, pre-alloyed Ti2AlNb powder prepared by electrode induction gas atomization (EIGA) method was screened to five kinds of powder size distribution. After the powder characterization, these five powders were used to prepare HIPed alloy using the same powder metallurgy route. Tensile properties and porosity conducted by X-ray micro-computed tomography technique of PM Ti2AlNb alloy are tested, and the correlation between the powder size and PM alloys’ property is discussed.
Ti2AlNb ingots were obtained by vacuum consumable arc melting for 3 times. The ingots were hot forged into 40 mm bars. Pre-alloyed powder of Ti2AlNb was prepared from forged bars by gas atomization. The powder contained no solid inclusions or organics. Through this powder preparation route, clean pre-alloyed powder with the chemical composition of Ti-10.4Al-41.0Nb-0.9Mo (wt%) was obtained. To obtain Ti2AlNb powder with different powder size distributions, the preliminary powder was screened by 60-200 screen meshes as shown in Fig. 1a. Ti2AlNb pre-alloyed powders under different powder screening conditions are named from fine to coarse scales as P1 (200 mesh), P2 (150-200 mesh), P3 (80-150 mesh), P4 (60-80 mesh), and the powder screened under 60 mesh is named as P5 which has the widest powder size distribution. Size distribution of the powder particles was measured by a Mastersizer-2000 lazer size analyzer. Gas content of Ti2AlNb powder was analyzed with a TCH600 gas analyzer. Powder morphology was observed on a Zeiss Ax iovert 200 optical microscope and Hitachi S-3400N scanning electron microscope (SEM). In Fig. 1b, flow rate of pre-alloyed powder was tested with 3 sizes of funnels (6, 8, and 10 mm in diameter), the powder weight is about 20 g, and each testing process was repeated 3 times.
Fig. 1 Schematic diagram of a powder screening process and b flow rate testing process
Five types of powder were canned in mild steel containers. During the PM process (such as powder filling and tapping), the powder would be exposed to air for couple hours. However, surface contamination is inevitable due to chemical reactions with the residual O2 in the vacuum chamber during gas atomization or due to physical adsorption of O2 and H2O during storage of the powder at room temperature. In order to get rid of the absorbed O2 and H2O, the capsule was degassed through a typical process at elevated temperature (180-300 °C) under high vacuum (10-3-10-4 Pa) after which the capsule was sealed and gas tight. The canned powder compacts were HIPed at 1010-1040 °C with applied pressure of 120-150 MPa, held for 3-4 h. Pressurizing and heating during the HIP operation were conducted simultaneously in a QIH-15 mini-hiper. The heat treatments 980 °C/2 h air cooling plus 900 °C/24 h air cooling were conducted for the HIPed powder compacts.
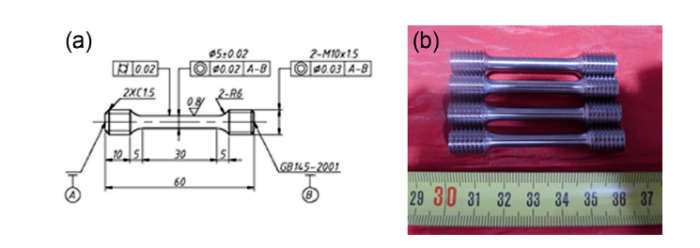
The microstructure of HIPed Ti2AlNb alloys was observed by scanning electron microscopy (SEM) after samples were ground, polished, and chemically etched. The dimensions of tensile testing specimens are shown in Fig. 2. Tensile tests were conducted at room temperature on a Zwick/Roell-Z050 and at 650 °C on an MTS E45.105 machine. In order to guarantee data reliability, at least four specimens were tested under the same condition and the average values were given. Since the level of porosity in PM titanium alloys was very low, it could not be detected when measuring the macroscopic densities by Archimedes method. X-ray micro-computed tomography (Micro-CT) was used to assess the porosity in PM Ti2AlNb alloys prepared by various powder size distributions.
Fig. 2 Dimensions (a) and photograph (b) of Ti2AlNb tensile samples
Good spherical shape of pre-alloyed powder is thought to be beneficial for improving flowability and tap density of powder metallurgy. The morphology of Ti2AlNb powder is shown in Fig. 3a, b. The powder size of atomized powder ranges from several micrometers to hundreds of micrometers. When the powder size is less than 10 μm, fine powder shows single crystal and good spherical shape. This spherical morphology is due to the gas atomization, by which a Ti2AlNb electrode stick bar was melted by induction heating and the liquid droplets were cooled down into particles by high-speed flowing argon gas. During the crucible-free melting and rapid cooling powder preparation process, powder shape tends to be spherical because of surface tension. In Fig. 3b, coarse powder consists of many fine cellular crystals and the powder shape becomes irregular spherical on account of the slower cooling rate. Besides, many satellite powders were observed on large powder’s surface.
Fig. 3 SEM images and Nb element distribution of Ti2AlNb powder: a morphology of small powder, b morphology of large powder, c Nb element distribution in powder size d = 50 μm, d Nb element distribution in powder size d = 250 μm
To clarify the element micro-segregation of Ti2AlNb powder, a small particle with 50 μm in diameter and a large particle with 250 μm in diameter were selected and tested by electron probe micro-analyzer (EPMA). Figure 3c, d shows the Nb element distribution and grain boundary of cellular crystals is the Nb-poor area as a result of the diffusion rate difference in the transient cooling time. Figure 4 compares Al and Nb line scan results on the cross sections of two size powders. Al element ranges from 10.8 to 11.4 wt% in small powder and 9.7 to 12.0 wt% in large one. Nb element ranges from 39.7 to 40.4 wt% in small powder and 33.2 to 42.3 wt% in large one. Element distribution of small particle is more homogenous than that of large particle. The element micro-segregation (Al-rich, Nb-poor) that exists at grain boundaries of Ti2AlNb powder would influence the microstructure of PM alloy [22, 23] because of the different chemical compositions of the 3 constituent phases (O, B2, and α2) in Ti2AlNb alloys.
Fig. 4 Contents of Al, Nb at chosen points along diameter of large and small powder
Powder size distribution is one of the most important factors to influence the processing properties for powder metallurgy technique, because the densification process is controlled by powder’s movement and plastic deformation. In this work, gas atomized Ti2AlNb powder was screened to five kinds of powder size distributions as shown in Table 1. P1 has the finest average powder size (volume weighted mean) of 51.1 μm. P2 and P4 have similar powder size range, while the average size of P4 is much coarser at 313.4 μm. P3 powder has nearly the same average size as P5, but P5 powder which is screened only after ~ 60 mesh has the widest range area.
Table 1 Equivalent diameter of Ti2AlNb powder (P1-P5)
| Powder number | Diameter size (μm) | |||
|---|---|---|---|---|
| D10 | D50 | D90 | DVolume weighted mean | |
| P1 | 19.7 | 46.4 | 90.1 | 51.1 |
| P2 | 63.1 | 92.9 | 136.1 | 98.9 |
| P3 | 58.3 | 128.8 | 229.4 | 136.9 |
| P4 | 222.5 | 304.7 | 414.7 | 313.4 |
| P5 | 36.5 | 110.0 | 275.8 | 135.7 |
During gas atomization, the liquid metal interacts with Argon gas, leading to the entrapment of gas bubbles within particles in the furnace. The presence of gas bubble in atomized powder is related to the powder preparation route and powder size. The relationship between gas bubble ratio and oxygen content in P1-P5 powder is given in Fig. 5. Gas bubble ratio of Ti2AlNb powder increases with the increase of powder size, and the experimental result is similar with Ti-based alloys [14, 17]. Oxygen content rule with powder size is inverse to the gas bubble ratio rule. Finer powder size has a larger specific surface area, so the adsorption capacity of impurity gas in air is stronger.
Fig. 5 Oxygen content and gas bubble powder ratio of Ti2AlNb powder
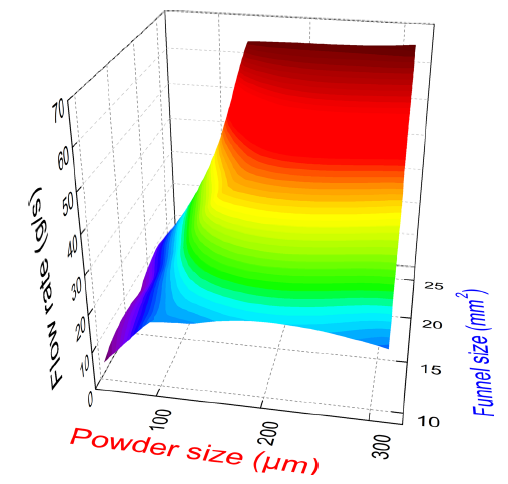
Powder flowability test of Ti2AlNb powders with different powder sizes is given in Fig. 6. The time of powder passing through the funnel in repeated tests is averaged over 3 times. The shorter the flow time, the quicker the powder passes through funnel, meaning a better flowability. The flowability of Ti2AlNb powder is affected by two factors: powder size and funnel diameter. The response plane of flow rate shows that the extreme values reached at a position where the powder size was larger than 100 μm and funnel diameter was the largest (D = 10 mm). When the powder size is smaller than 53 μm, finer powder has poor flowability at Φ6 mm ~ Φ10 mm funnel, the poor flowability of finer powder is not improved with the increase of funnel size. When the average powder size exceeds a certain value (~ 100 μm), the flowability of powder is significantly improved. The flow rate testing results indicate that as the specific surface area of finer powder increases, the interaction between small particles enhanced and the powder tends to be stickier [24, 25].
Fig. 6 Flowability of P1-P5 Ti2AlNb powder
Five different sizes of powders were filled in cylinder capsules with same size (D = 40 mm), and the powder filling, degassing, and HIPing processes were conducted simultaneously. Microstructures of PM Ti2AlNb alloy prepared by P1-P5 powder are shown in Fig. 7. The grain size of PM alloy is fine, α2/O phase in the heat-treated microstructure is distributed along the grain boundaries, and O-phase laths distribute in B2 phase matrix. Compared with wrought Ti2AlNb alloy, the microstructure of PM Ti2AlNb alloy is inherited from the pre-alloyed powder. The grain size of Ti2AlNb alloy prepared from P1 powder is the finest as shown in Fig. 7a. As the powder size increases, the grain size of PM alloy also increases, and a coarse grain size structure was observed in the Ti2AlNb alloy prepared by P4 powder. By comparing grain size morphology and tensile behavior of Ti2AlNb alloy prepared by PM and hot deforming routes, grain size structure would not influence the mechanical properties of Ti2AlNb alloy [11, 26, 27].
Fig. 7 SEM images of PM Ti2AlNb alloy prepared from P1-P5 powder
Density is an important performance influencing factor for PM alloys. The pore source of PM alloys prepared with hot isostatic pressing technology is related to powder materials and preparation process. Therefore, there are two main sources of pores in PM Ti2AlNb alloy: (1) powder with gas bubbles. Unstable gas flow during EIGA preparation will cause some non-spherical pre-alloyed powders, some of which are encased in argon gas to form hollow spheres. These Ti2AlNb gas bubble powders are difficult to break in subsequent packing process [28, 29, 30], and pores inside powder cannot be eliminated during HIP densification process. (2) Degassing process. The tap density is only about 66%, so the air present between powder and adsorbed gas needs to be removed by subsequent vacuum degassing process. The current degassing process and hot isostatic pressing can guarantee the density of PM Ti2AlNb alloy to be above 99.5%. It is difficult to identify the microscopic pores by Archimedes method or metallographic method.
Micro-CT technique is the accumulation of the slice X-ray diffraction (XRD) scan results, and the pores with different normalized pore sizes were colored to increase the contrast with matrix. Figure 8 shows the pore distribution of PM Ti2AlNb alloys. There are a certain amount of micropores inside PM Ti2AlNb alloy, and the equivalent diameter of pores ranges from several micrometers to several tens of micrometers. The pore with 70 μm in diameter was observed in the Ti2AlNb alloy prepared by P1 powder, which is much larger than the powder’s average powder size. In this case, formation of such large-sized pores is not caused by gas bubbles in atomized powder. Big pores observed in P1 alloy indicate that the degassing process is not successfully implemented, so the air between small powders would finally become pore defect in PM Ti2AlNb alloy. Figure 9 shows the statistic results of pores, and the largest pore size of the alloy prepared by P2 powder exceeded 60 μm.
Fig. 8 Micro-CT images of PM Ti2AlNb alloy: a P1, b P2, c P3, d P4, e P5
Fig. 9 Pore statistics of Ti2AlNb alloy prepared by P1-P5 powder
With the further increase of powder size, powder flowability is significantly improved. The pore size found in the alloy prepared by P3 powder is the finest, and the number of pores is the least. Alloys prepared by P4 powder and P5 powder show more micropores less than 30 μm. Micropores in PM Ti2AlNb alloy prepared by coarse powder are mainly caused by the gas bubbles in powder. The least pores of PM Ti2AlNb alloy prepared by P3 powder indicate the optimized powder size choice rule. The optimized average powder size is medium (~ 100 μm), and standard distribution range is reasonable (avoiding too fine or coarse powder).
Table 2 shows the tensile properties of PM Ti2AlNb alloy prepared by five powders. PM Ti2AlNb alloy prepared by P1 powder has the worst elongation, especially at room temperature, being less than 4%. The strength of PM alloy prepared by P2 powder is close to that of the alloy prepared by P1 powder, though the plasticity is slightly improved. Ti2AlNb alloy prepared by P3 powder has good combination of tensile strength and plasticity. PM alloy prepared by P4 and P5 powder also has good tensile properties.
Table 2 Tensile properties of PM Ti2AlNb alloy prepared by P1-P5 powder
| Sample | T (oC) | Ultimate tensile strength (MPa) | Yield strength (MPa) | Elongation (%) |
|---|---|---|---|---|
| P1 | 23 | 985 | 927 | 3.78 |
| P2 | 23 | 1013 | 921 | 7.50 |
| P3 | 23 | 1036 | 911 | 13.00 |
| P4 | 23 | 1008 | 910 | 7.84 |
| P5 | 23 | 1032 | 905 | 11.30 |
| P1 | 650 | 784 | 721 | 15.10 |
| P2 | 650 | 781 | 713 | 18.50 |
| P3 | 650 | 780 | 705 | 21.60 |
| P4 | 650 | 796 | 709 | 24.10 |
| P5 | 650 | 783 | 695 | 17.00 |
The reason for the low plasticity of PM Ti2AlNb alloy prepared by P1 powder is due to the alloy’s big pores. Because fine powder has poor processing properties, the large-sized pores formed in the prepared alloy and these pores are liable to cause brittle fracture of the material at room temperature. Although the alloys prepared by P4 and P5 powders contained many small pores, these micropores did not deteriorate the tensile properties of the material. The tensile properties of PM Ti2AlNb alloy verified the conclusion of the powder size choice principle with porosity.
1.Element micro-segregation exists in Ti2AlNb powder, and the grain size of PM alloy is influenced by powder size. PM Ti2AlNb alloy prepared by average size (~ 100 μm) powder with a standard powder distribution shows the best comprehensive properties.
2.Poor flowability of finer powder increases the degree of difficulty during degassing. As a result, big pores (> 50 μm) are observed in PM Ti2AlNb alloy prepared by finer powder and cause plasticity loss of tensile properties.
The authors have declared that no competing interests exist.

 WeChat
WeChat
/
| 〈 |
|
〉 |







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}