Search for articles:
Teng Tu , Jiao Chen
, Jiao Chen
Corresponding authors:
Received: 2018-04-28
Revised: 2018-07-19
Online: 2019-01-10
Copyright: 2019 Editorial board of Acta Metallurgica Sinica(English Letters) Copyright reserved, Editorial board of Acta Metallurgica Sinica(English Letters)
More
Abstract
A new kind of Mg-2Zn-0.6Ca (wt%) alloy was fabricated by casting and hot extrusion as a high-ductility structural material. The extruded alloy exhibits a superior elongation of ~30%, yield strength of 130 MPa and ultimate tensile strength of 280 MPa along the extrusion direction at room temperature. Microstructure, texture and tensile properties of the extruded alloy were investigated in details. The remarkable improvement of ductility is ascribed to the weakened basal texture, refined grains and a small number of second phase in the alloy.
Keywords:
Magnesium alloys are of high potential for applications as structural materials in the automotive and aerospace industries owing to their low mass density, high strength-to-weight ratio and good castability [1, 2, 3, 4]. Currently, automotive industry has made significant efforts on the application of Mg alloy sheets in areas where weight reduction is necessary [1]. However, the development of forming processes of Mg alloy sheets has been impeded by their poor ductility at room temperature [5, 6]. Therefore, it is necessary to develop new Mg alloy sheets with improved mechanical properties. There are two reasons for limiting the ductility of Mg alloy sheets. One is a small number of slip systems with higher activity, and the other is the formation of strong basal texture during rolling, extrusion or other deformation processes [5, 7, 8]. It has been proved that the addition of rare earth (RE) to Mg alloys can significantly weaken basal texture, activate non-basal slip systems and refine grain size [9, 10, 11, 12, 13, 14]. However, RE elements are rare and high-cost materials. This is a big problem for commercial applications of Mg alloys containing RE elements. In recent years, Mg-Zn-Ca alloys have been studied extensively. The low-cost Ca elements show similar effects to RE elements in Mg alloys [15, 16, 17, 18, 19]. However, the current problem with Mg-Zn-Ca alloys is that their elongation is generally low. It has been reported that Ca elements play a critical role in the unique texture formation when added to Mg, AZ31 and Mg-Zn-based alloys [20, 21, 22, 23]. The addition of Ca to Mg-Zn alloys can weaken the texture and refine grain size, because the particle stimulates nucleation of recrystallization and the Ca2Mg6Zn3 precipitates restrict the grain growth during dynamic recrystallization [24]. The addition of Ca to Mg-Zn alloys can also improve the castability and elevate the creep resistant [16]. Furthermore, dilute addition of Zn and Ca is an effective way to improve the room-temperature ductility of the weak-textured Mg-Zn-Ca alloys [25].
The purpose in this work is to obtain a high elongation of Mg-Zn-Ca alloy, and it is necessary to study the appropriate alloy composition and preparation technology of the Mg-Zn-Ca alloy. Under the consideration of the benefits of dilute Zn and Ca addition, hot-extruded Mg-2Zn-0.6Ca (wt%) alloy sheet with a superior elongation of~30% has been prepared in this work. Microstructure, texture and tensile properties of the extruded alloy sheet were analyzed.
The alloy with a nominal chemical composition of Mg-2Zn-0.6Ca (wt%) was synthesized from pure Mg (99.85 wt%), pure Zn (99.9 wt%) and Mg-20 wt%Ca master alloys, using an induction-heated iron crucible under the protection of a mixed atmosphere of SF6 (1 vol%) and CO2 (99 vol%). Pure Zn and Mg-20 wt%Ca master alloy were added to the melted pure Mg to obtain the melted mixture. The melts were held at 740 °C for 10 min to ensure that all the alloying elements were dissolved, then poured into a steel permanent mold (preheated to 250-350 °C) and naturally cooled in air. The size of ingot was 80 mm in diameter and 200 mm in height. Afterward, ingot was homogenized at 300 °C for 5 h and then at 400 °C for 16 h, followed by quenching in water at room temperature. The extrusion process was carried out in an XJ-500 horizontal extrusion machine with 500 t and Φ85 mm × 500 mm container. Ingot was preheated at extrusion temperature for 2 h in a furnace and then extruded at 400 °C with an extrusion ratio of 20:1 and extrusion speed of 1 m/min. Finally, the as-extruded Mg alloy sheet with a thickness of 3 mm and a length of 120 cm was obtained.
Microstructural observations were conducted by optical microscopy (OM) and scanning electron microscopy (SEM; TESCAN VEGA2) with an INCA Energy 350 energy-dispersive X-ray spectrometry (EDS) system. The grain size was measured using an average linear intercept method. The secondary phases and macro-texture information in the alloys were identified by X-ray diffraction (XRD) with CuKα radiation at 60 kV and 30 mA. Electron backscattered diffraction (EBSD) analysis was used to analyze the microstructure and crystallographic textures of the as-extruded alloy. The specimens for OM and SEM observations were prepared by conventional grinding with 400, 600, 800, 1000, 1200, 2000 grid SiC papers, followed by etching in an acetic-picric solution mixed with 1.5 g picric acid, 25 ml ethanol, 5 ml acetic acid and 10 ml water. 4 mm × 6 mm × 2 mm block specimen for EBSD observation was prepared by Ar-ion milling. The average Schmid factor was measured using an HKL Chanel 5 System with more than three continuous EBSD data at a magnification of 400 times.
In order to examine the mechanical properties and anisotropic plastic behavior of the as-extruded alloy, tensile specimens with a gauge length of 25 mm and a width of 5 mm were taken from the extruded Mg alloy sheet in three sample orientations: 0°, 45° and 90° along the extrusion direction (ED). Tensile tests were carried out on a SANSIUTM5000 instrument at room temperature with an initial tensile strain rate of 2.0 × 10-3 s-1. Three flow curves were measured for each condition, and all tensile specimens were strained to failure to determine the maximum ductility. The average values of ultimate tensile strength (UTS), yield strength (YS) and elongation δ were considered.
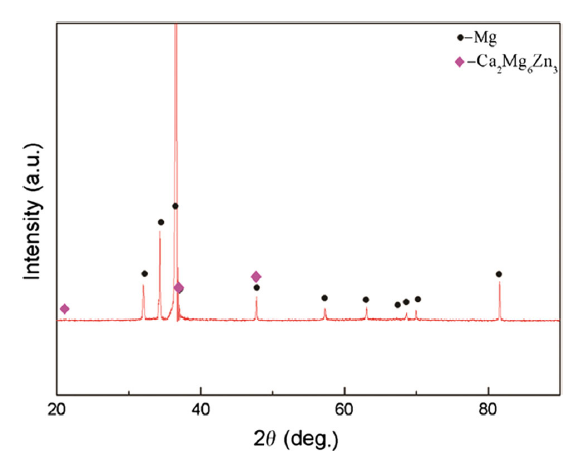
The XRD pattern shown in Fig. 1 demonstrates that the as-cast Mg-2Zn-0.6Ca alloy contains both α-Mg and Ca2Mg6Zn3 phases. Zn/Ca atomic ratio of Mg-2Zn-0.6Ca alloy is 2.04, corresponding to the report [26] that the eutectic (α-Mg + Mg2Ca + Ca2Mg6Zn3) phase forms when Zn/Ca atomic ratio is less than 1.2, while the eutectic (α-Mg + Ca2Mg6Zn3) phase precipitates when Zn/Ca atomic ratio is more than 1.2 of Mg-Zn-Mn-Ca alloy.
Fig. 1 X-ray diffraction pattern of the as-cast Mg-2Zn-0.6Ca alloy
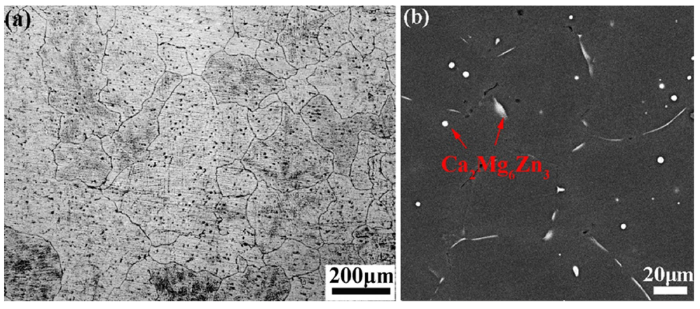
Figure 2a shows OM image of the as-cast Mg-2Zn-0.6Ca alloy. The as-cast alloy exhibits coarse grains with an average grain size of ~ 176 μm. The second phases distribute along the grain boundaries or within the grains. Figure 2b shows SEM image of the as-cast Mg-2Zn-0.6Ca alloy. The second phases in both spherical and block shapes are indicated by the red arrows and precipitated in the matrix. Combined with the XRD results, the spherical and block particles are determined as Ca2Mg6Zn3 phases.
Fig. 2 a Optical micrograph, b SEM image of the as-cast Mg-2Zn-0.6Ca alloy
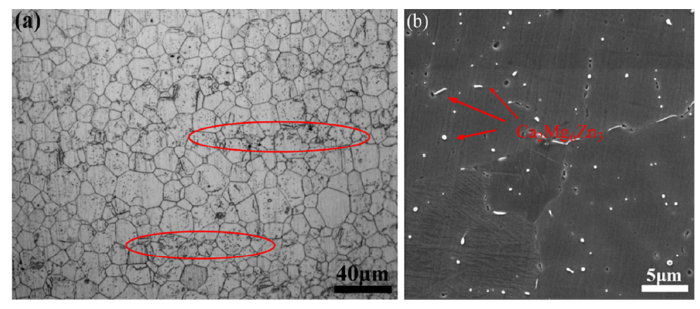
Figure 3a shows OM image of the as-extruded Mg-2Zn-0.6Ca alloy. The as-extruded alloy exhibits fine and equiaxed grains with an average grain size of ~ 10 μm. In contrast to the as-cast Mg-2Zn-0.6Ca alloy, the grain size of as-extruded alloy is remarkably reduced and the equiaxed grains showed up after hot extrusion, attributed to plastic deformation and dynamic recrystallization (DRX) [27]. The Ca addition inhibits DRX and grain growth due to the pinning effect of fine precipitates, giving rise to fine dynamic recrystallized grains [28]. Furthermore, Ca2Mg6Zn3 is a stable phase with high melting point [29, 30], most of ternary Ca2Mg6Zn3 phases are dissolved into Mg matrix during the hot extrusion process, but some fragments of Ca2Mg6Zn3 phases are still retained along the extrusion direction indicated by the red circles in Fig. 3a. Figure 3b shows SEM image of the as-extruded Mg-2Zn-0.6Ca alloy. The average grain size of Ca2Mg6Zn3 particles is less than 1 μm. The second phases in both spherical and block shapes distribute along the grain boundaries or within the grains. These fine precipitates can effectively pin the grain boundaries and restrict the growth of grains during DRX process, which is beneficial to the fine-grained microstructure.
Fig. 3 a Optical micrograph, b SEM image of the as-extruded Mg-2Zn-0.6Ca alloy
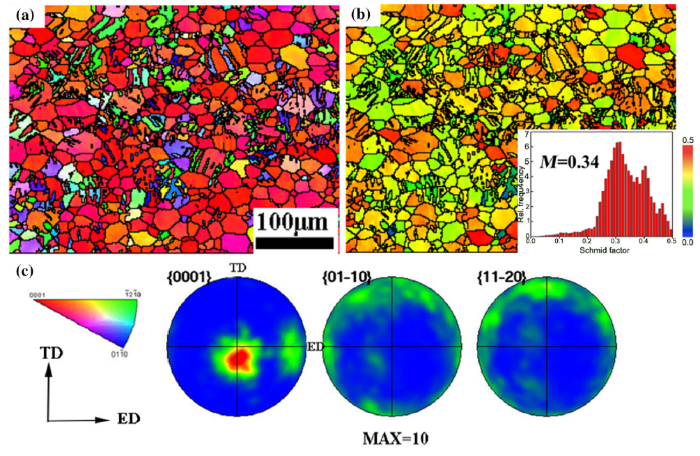
Figure 4a shows IPF (inverse pole figure) map of as-extruded Mg-2Zn-0.6Ca alloy. With respect to the microstructure, it is noticeable that a large number of refined grains have been achieved due to the occurrence of DRX during hot extrusion process, and many twins can be observed within the refined grains. Most grains are marked with red color, which means that the grains are oriented with (0001) basal plane parallel to the extrusion direction.
Fig. 4 a IPF map, b Schmid actor distribution based on EBSD analysis, c (0001), (101¯1¯0) and (112¯2¯0) pole figures of the as-extruded Mg-2Zn-0.6Ca alloy
Figure 4b shows the calculated (0001) 〈11$\bar{2}$0〉 Schmid factor distribution. When the applied stress is higher than the critical resolved shear stress required for basal slip of Mg alloy, the basal slip of Mg alloy can be activated. Resolved shear stress of basal slip depends on the corresponding Schmid factor. When Schmid factor approaches 0, it is difficult to activate slip systems. On the contrary, when Schmid factor approaches 0.5, it is conducive to the start of slip systems [8, 31, 32]. The value of (0001) 〈11$\bar{2}$0〉 Schmid factor in the present work is 0.34, indicating that some grains orientation is favorable for basal slip to enhance the ductility, and the (0001) basal slip is easy to be activated when the tensile test is along the extrusion direction.
Figure 4c shows (0001), (10$\bar{1}$0) and (11$\bar{2}$0) pole figures of the as-extruded alloy. The alloy has a typical extruded basal texture with a maximum texture intensity of 10, and the level curves of texture intensity broaden to the ED and the basal pole tilts about 30° from the ED. This is similar to the macro-textures intensity of 9.06 obtained by XRD in Fig. 5b. Figure 5 shows macro-textures of the as-extruded Mg-2Zn and Mg-2Zn-0.6Ca alloy, and the Mg-2Zn-0.6Ca alloy exhibits a weaker texture intensity compared with the Mg-2Zn alloy. It proves that the addition of Ca to Mg-2Zn alloy can suppress the formation of basal texture by providing a random texture in the extrusion.
Fig. 5 Macro-textures of the as-extruded a Mg-2Zn, b Mg-2Zn-0.6Ca alloy
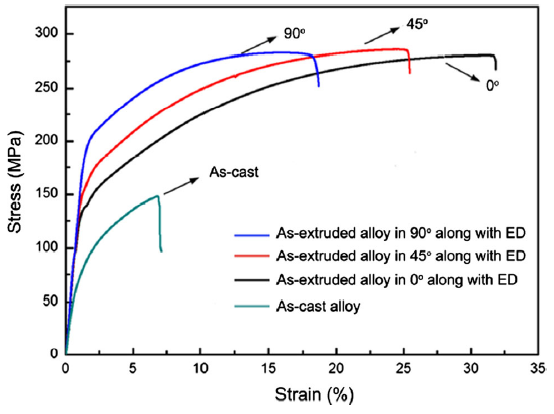
Figure 6 shows tensile stress-strain curves of the as-cast and as-extruded Mg-2Zn-0.6Ca alloy. It can be observed that YS, UTS and δ of the as-extruded alloy were significantly improved than the as-cast alloy. Tensile properties of the Mg-2Zn-0.6Ca alloy at room temperature are summarized in Table 1. The YS, UTS and δ of the as-cast alloy are 55 MPa, 148 MPa and 5.7%, respectively, while the YS, UTS and δ of the as-extruded alloy are 130 MPa, 280 MPa and 29.6%, respectively. The as-extruded alloy shows a superior ductility. The coarse Ca2Mg6Zn3 precipitates are distributed at the grain boundaries of the as-cast alloy, leading to poor mechanical properties [27]. As shown in Fig. 6, the as-extruded alloy exhibits plastic anisotropy. The as-extruded alloy shows the highest δ in 0° specimen and the highest YS in 90° specimen. The main reason for the anisotropy of mechanical properties is closely related to a pronounced texture that develops during plastic deformation [23]. It is worth noting that UTS is not significantly affected by the specimen orientation, which is consistent with the result in references [33].
Fig. 6 Tensile stress-strain curves of the as-cast and as-extruded Mg-2Zn-0.6Ca alloys
Table 1 Tensile properties of the Mg-2Zn-0.6Ca alloy at room temperature
| Mg-2Zn-0.6Ca | YS (MPa) | UTS (MPa) | Elongation, δ (%) |
|---|---|---|---|
| 0° | 130 | 280 | 29.6 |
| 45° | 159 | 285 | 23.1 |
| 90° | 190 | 282 | 16.2 |
| As-cast | 55 | 148 | 5.7 |
Table 2 summarizes the reported tensile properties of Mg alloys with RE contents and other similar Mg-Zn-Ca alloys in comparison with the alloy in this work. The δ in this work is significantly higher than those of similar Mg-Zn-Ca alloys [37, 38] and commercial AZ31 alloy [39]. More Ca2Mg6Zn3 precipitates occur in Mg-5.25Zn-0.6Ca [37] alloy after extrusion at 300 °C, which can pin dislocations and prevent the movement of dislocations during deformation. The addition of Mn improves the basal texture of as-extruded Mg-5.25Zn-0.6Ca-0.3Mn alloy, decreases the Schmid factor for basal slip and makes the activation of basal slip system more difficult, which leads to the decrease in δ. The as-cast Mg-2.5Zn-0.3Ca-0.4La [38] alloy contains Ca2Mg6Zn3 and Mg-Zn-La-Ca phase of orthorhombic structure. Fine Ca2Mg6Zn3 and Mg4Zn7 precipitates occur in Mg-2.5Zn-0.3Ca-0.4La alloy after extrusion at 350 °C. The grain refinement, density of precipitation and dislocations are higher than those in this work.
Table 2 Reported tensile properties of Mg alloys with RE and other Mg-Zn-Ca alloys in comparison with the alloy in this work
| Alloys (wt%) | Process | YS (MPa) | UTS (MPa) | δ (%) | Refs. |
|---|---|---|---|---|---|
| Mg-2Zn-0.6Ca | Extruded | 130 | 289 | 29.6 | This work |
| Mg-2Zn-1Zr | Rolled | 185 | 258 | 26.9 | [44] |
| Mg-1.5Zn-0.2Ca-0.2Ce | Extruded | 131 | 336.4 | 42.4 | [34] |
| Mg-2.26Zn-0.38Mn-0.23Ce | Rolled + annealed | 101 | 223 | 38.3 | [35] |
| Mg-2.74Gd-1.06Zn | Rolled + annealed | 130.6 | 220 | 40 | [12] |
| Mg-9Gd-4Y-0.6Zr | Extruded + T5 | 150 | 128 | 54 | [36] |
| Mg-5.25Zn-0.6Ca | Extruded | 220 | - | 21.4 | [37] |
| Mg-5.25Zn-0.6Ca-0.3Mn | Extruded | 272 | - | 18.9 | [37] |
| Mg-2.5Zn-0.3Ca-0.4La | Extruded | 325 | 341 | 15 | [38] |
| AZ31 | Rolled | 130.5 | 279.6 | 13 | [39] |
The δ in this work is significantly higher than Mg-2Zn-1Zr [44] alloy; although δ in this work is slightly lower than that of Mg-1.5Zn-0.2Ca-0.2Ce [34], Mg-2.26Zn-0.38Mn-0.23Ce [35], Mg-2.74Gd-1.06Zn [12], Mg-9Gd-4Y-0.6Zr [36] alloy, YS and UTS are relatively higher. Mg alloys with RE contents exhibit superior strength, but adding large amounts of RE elements entails extra costs and complex processing. Extrusion is also a low-cost and simple process [18].
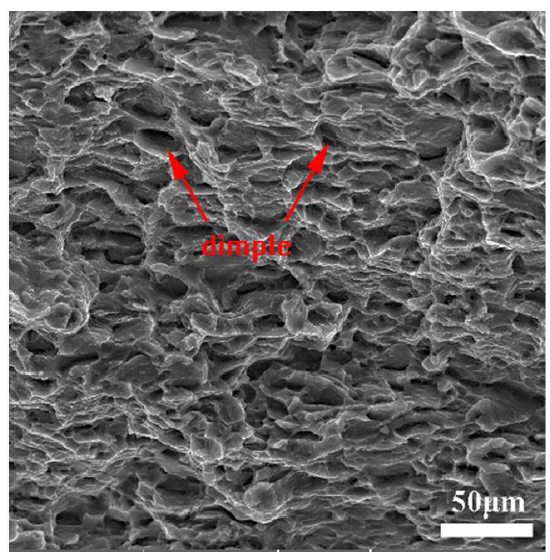
Figure 7 shows fracture morphology of the as-extruded Mg-2Zn-0.6Ca alloy after tensile test. High density of dimples can be evidently observed on the fracture surface, which indicates that ductile fracture occurs when the stress is applied in the extrusion direction, corresponding to the high elongation of the as-extruded alloy.
Fig. 7 SEM image of the fracture surface of as-extruded Mg-2Zn-0.6Ca alloy
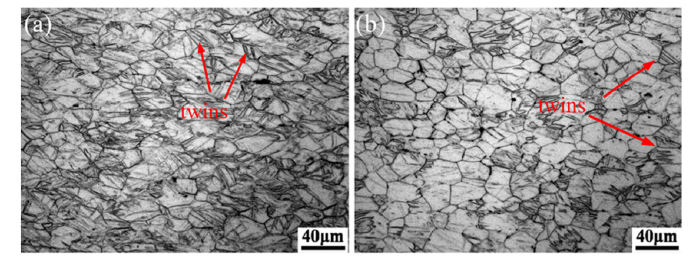
Figure 8 shows optical microstructures of the fracture surface and position far away from the fracture surface for the as-extruded Mg-2Zn-0.6Ca alloy. A large number of tensile twins can be observed in both Fig. 8a, b, where deformed grains are visibly stretched along the extrusion direction. Furthermore, the number of tensile twins in the position near to the fracture surface is more than that in the position far away from the fracture surface. Twinning as a supplementary deformation mechanism can provide additional slip systems during the deformation process for magnesium alloy. Deformability at low temperatures of the as-extruded alloy can be improved, grain orientation of the as-extruded alloy can be changed, and continuous deformation of the as-extruded alloy can be enhanced by twinning. The twins shown in Fig. 8 contribute to the tensile elongation of as-cast Mg-2Zn-0.6Ca alloy. On the one hand, the interaction between twins and slips can activate the pyramidal slip system. On the other hand, the interaction between twins can induce double-twinning, release local stress and hinder the extension of cracks, which contributes to the development of ductility.
Fig. 8 Optical microstructures of a the fracture surface, b position far away from the fracture surface for as-extruded Mg-2Zn-0.6Ca alloy
In this study, the extruded Mg-2Zn-0.6Ca alloy exhibits a superior elongation of 29.6% along ED at room temperature. The high ductility is attributed to three main reasons.
Firstly, the weakened texture can be beneficial to the enhancement of ductility, because the majority of grains in the tilted texture have an orientation favorable for both basal slip and tensile twins [12], corresponding to the report [23] that the ductility increases through the texture weakening of extruded Mg-Zn-Ca alloys. At first, the texture is weakened by the addition of Ca, and then, the peak intensity of the texture decreased with increasing Ca concentration in Mg-Zn-Ca alloys [40], and Chino et al. [20] mentioned that the addition of Ca in Mg-Zn alloy gave rise to the formation of the unique texture. This is attributed to the texture weakening effect by the addition of Ca compared with extruded Mg-2Zn alloy [23]. Reduction of c/a ratio is considered as a reason for texture weakening in Mg alloy. The calculated c/a ratio of Mg-2Zn-0.6Ca is 1.6205 based on XRD analysis, which is lower than that of pure Mg (1.6236). The change of c/a ratio corresponds to the texture characteristics, which indicates that the reduction in c/a ratio contributes to the texture weakening of Mg-2Zn-0.6Ca alloy. In addition, the increase in the volume fraction of DRXed grains results in a deviation and weakening of basal texture of Mg-2Zn-0.6Ca alloys. The study [41] indicated that the texture of the DRXed grains in extruded Mg-Zn-Ca alloys was slightly deviated from ideal basal texture, but the unDRXed grains exhibited the ideal basal texture, and the enhancement of DRX process played an important role in the weakening effect of basal texture. Therefore, completely DRXed grains in this work result in a random texture that splits in ED. Furthermore, the decrease in tacking fault energy (SFE) may be the possible reasons for texture weakening of Mg-2Zn-0.6Ca alloys. SFE for basal and prismatic slip systems of pure Mg is decreased with the addition of Ca and/or Zn. Especially, the unstable SFE for prismatic slip in the Mg-Ca and Mg-Zn-Ca model has a much lower value compared to pure Mg and Mg-Zn models [23]. Combined with the texture analysis in the present study, it can be assumed that the decreased SFE gives rise to the modified basal plane texture, resulting in excellent ductility of Mg-2Zn-0.6Ca alloys.
Secondly, the refined grains have efficient effect on improving the ductility. As suggested by Stanford and Barnett [42], non-basal and prismatic slip may be enhanced with grain size refinement, due to Hall-Petch effects altering the ratio of the critical resolved shear stress for prismatic and basal slip. In the present work, the refined grains of as-extruded Mg-2Zn-0.6Ca alloy can improve the ductility, because grain size refinement leads to the increase in grain boundary and reduces the whole stress concentration. It is favorable for the activation of non-basal slip near the grain boundaries at room temperature.
Finally, the second phases can pin dislocations and prevent the movement of dislocations during deformation [43]. However, the number of Ca2Mg6Zn3 precipitates in as-extruded Mg-2Zn-0.6Ca alloy is limited as shown in Fig. 3, and the inhibition of dislocation movement by the second phase is weakened hardly, which is beneficial to the process of plastic deformation and improves ductility.
The Mg-2Zn-0.6Ca alloy has been produced by hot extrusion of the cast billets. The resulting microstructure, texture and tensile properties were systematically investigated. The major conclusions are summarized as follows:
1.After extrusion, the fine and equiaxed grains are obtained in Mg-2Zn-0.6Ca alloy and the average grain size is ~ 10 μm in diameter. In addition, a small number of Ca2Mg6Zn3 precipitates are formed in alloys with the average grain size of less than 1 μm. The Mg-2Zn-0.6Ca alloy shows a texture intensity of 9.06, weaker than the texture intensity of 22.191 of Mg-Zn alloy. It proves that the addition of Ca to Mg-2Zn alloy can suppress the formation of basal texture by providing a random texture in the extrusion.
2.The as-extruded Mg-2Zn-0.6Ca alloy exhibits a superior elongation of ~30% along ED at room temperature. The high ductility is attributed to three main reasons: the weakened texture, refined grains and a small number of Ca2Mg6Zn3 precipitates of the as-extruded Mg-2Zn-0.6Ca alloy.
This work was financially supported by the National Key R&D Program of China (No. 2016YFB0301100) and the National Natural Science Foundation of China (Nos. 51571043 and 51531002).
The authors have declared that no competing interests exist.

 WeChat
WeChat
/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}