Search for articles:
Xing-Rong Chu , Jun Gao
, Jun Gao
Corresponding authors:
Received: 2018-01-3
Revised: 2018-02-8
Online: 2018-12-10
Copyright: 2018 Editorial board of Acta Metallurgica Sinica(English Letters) Copyright reserved, Editorial board of Acta Metallurgica Sinica(English Letters)
More
Abstract
In this work, the influence of pulse current parameters on springback and bending force of magnesium alloy during electropulse-assisted (EPA) V-bending was investigated. The experimental results showed that pulse current can effectively reduce the springback and the bending force compared to the experiments without current. The frequency has a more significant influence on bending force and springback than electric current density. Electroplastic (EP) effect begins to work when pulse current parameters reach a threshold value. To explore the mechanism of EPA V-bending, the microstructure evolution and fracture surface of the bending specimen were studied. It was found that pulse current can promote the occurrence of dynamic recrystallization (DRX) of magnesium alloy compared to traditional hot forming process. The fracture mode of AZ31B under EPA V-bending evolves from brittle fracture to ductile fracture with increasing pulse current parameters. Based on the discussion of athermal and thermal effects of EP effect, the mechanism of pulse current to promote DRX is studied and athermal effect is proved to exist.
Keywords:
Magnesium alloys are a kind of attractive lightweight structural materials, which possess lower density, high specific strength, high specific stiffness and so on. They have been emerging as a potential candidate for several applications, especially in automobile and aerospace industries. However, their close-packed hexagonal structure limits the capacity of plastic deformation at room temperature, which has prevented them from widespread application in production [1, 2]. Besides, they are usually formed to outward components with certain curvature to improve the aerodynamic performance [3]. However, springback phenomenon occurs inevitably during bending process. To reduce springback and improve the plasticity, warm forming has become a widely used method. Although warm forming can greatly improve the plasticity of magnesium alloys, it has many drawbacks such as high energy expense and oxidation. Electropulse-assisted (EPA) forming is considered as an advanced technology, which can reduce the springback and improve the formability of the workpieces [4].
Electroplastic (EP) effect was first discovered and reported by Troitskii and Likhtman in 1963 [5]. Based on a large number of researches, former soviet union scholars studied the interaction between dislocation and electronic and put forward the original model to explain the mechanism of EP effect [6, 7, 8]. Based on varieties of material experiments, Conrad [9, 10, 11, 12] put forward the electronic wind mode theory to explain the mechanism of EP effect. Recently, the mechanism of EP effect has become a hot spot of research, and it is found that the EP effect is a combination of various physical effects which mainly include Joule heating effect, magnetic compression effect, pure electric plastic effect and skin effect. Magnetic compression effect and skin effect have little effect on EP effect and can be ignored basically [13]. Therefore, EP effect is mainly combined effect of pure electric plastic effect and Joule heating effect.
EP effect can effectively reduce flow stress, optimize microstructure and improve the formability of the materials [14]. EP effect has been applied to form difficult forming materials, such as magnesium and titanium alloys. Through EPA drawing and rolling of magnesium alloy, Tang et al. [15, 16, 17, 18] found that pulse current can promote the movement and climbing of the dislocation, which is beneficial to open dislocation tangles and change dislocation density. Bao et al. [19] studied the EPA incremental forming of AZ31B alloy and found that pulse current can improve the formability and the athermal effect in EP effect was proved to exist. However, Li et al. [20] pointed out that Joule heating effect is significant and plays a main role in EP effect during EPA tensile and V-bending experiments of titanium alloy. Xu et al. [15] found that with the increase in frequency and RMS current density, flow stress of magnesium alloys decreases and the elongation of failure increases during EPA tensile test. Egea et al. [21] carried out EPA V-bending test based on a self-designed pulse current generator. Experimental results showed that pulse current can reduce the bending force and the springback angle. Moreover, it was found that the frequency influence on bending force is more significant than current density. Salandro et al. [22] studied the effect of pulse current density, pulse current cycle and pulse duration on the bending force and the springback angle and found that athermal effect in EP effect is proved to exist. Xie et al. [23] found that the pulse current can refine the grain and inhibit the occurrence of twins in the process of the V-bending.
In this work, with pulse current flowing through the specimen horizontally, with different punch downward displacements, two groups of EPA V-bending experiments of AZ31B alloy were carried out on a self-designed device. The formed bending specimens under different process parameters were obtained, and the forming forces and springback values were measured. The existence of athermal effect and the mechanism of dynamic recrystallization (DRX) under EP effect were investigated. The influence of root-mean-square (RMS) current density on bending force, springback angle and fracture behavior during bending was analyzed and discussed, respectively. The aim of this work is to provide a basis reference of the pulse current-assisted forming for AZ31B alloy bending.
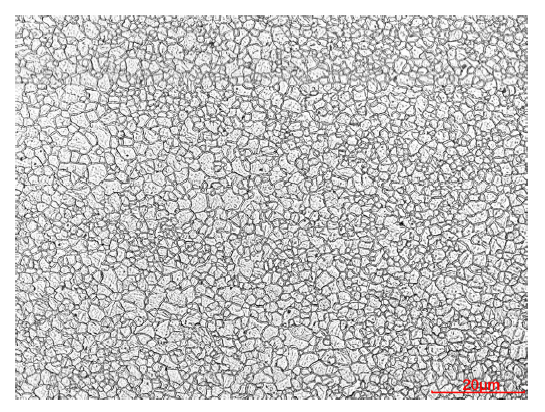
The materials used in this work were hot-rolled sheets of AZ31B alloy. Its chemical composition is listed in Table 1, and its original metallographic image is shown in Fig. 1. The bending specimen size was 110 mm × 20 mm × 1.2 mm. The direction of V-bending was perpendicular to the rolling direction in this test.
Table 1 Chemical composition of AZ31B sheet (wt%)
| Al | Zn | Mn | Si | Ca | Cu | Mg |
|---|---|---|---|---|---|---|
| 2.5-3.5 | 0.6-1.4 | 0.2-1.0 | 0.08 | 0.04 | 0.01 | Bal. |
Fig. 1 Microstructure of original AZ31B sheet
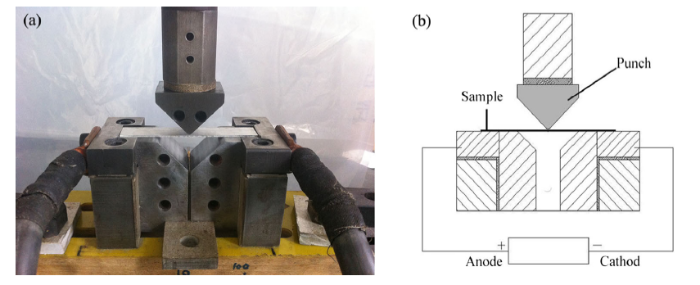
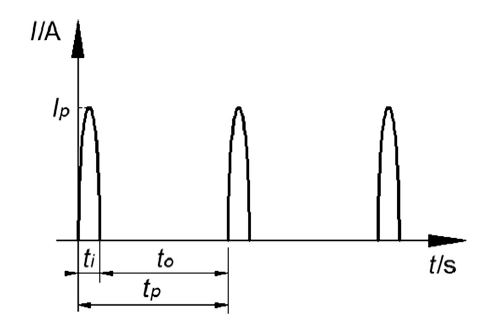
In this work, a laboratory EPA V-bending experiment setup was designed as shown in Fig. 2. The punch radius was 4 mm, and the bakelite plate was used for insulation. Pulse current flowed through the specimen horizontally during test. Electropulse was created by a THDM-1 high-energy electropulse generator. The waveform is shown in Fig. 3, and tp is pulse period, ti is pulse duration and to is pulse interval. During the experiments, the voltage and frequency can be adjusted to obtain different root-mean-square (RMS) current densities and peak current densities, which can be recorded directly by an oscilloscope. The relationship of RMS current (Ir) and peak current (Ip) can be expressed by Eq. (1),
$$\begin{aligned} & \mathop \int \limits_{0}^{{t_{\text{i}} }} RI_{\text{p}}^{2} { \sin }^{2} \frac{\pi }{{t_{\text{i}} }}t{\text{d}}t = I_{\text{r}}^{2} Rt_{\text{p}} = \frac{{I_{\text{r}}^{2} R}}{f} \\ & \quad \Rightarrow I_{\text{r}} = I_{\text{p}} \sqrt {\frac{{ft_{\text{i}} }}{2}} \\ \end{aligned}(1)$$
Fig. 2 Experiment setup and its schematic diagram: a experiment setup, b setup schematic diagram
Fig. 3 Pulse current waveform in the experiment
where Ip is the peak current, Ir is the RMS current, R is the materials resistance, ti is the pulse duration, tp is the pulse period, f is the pulse frequency. The EPA V-bending tests were carried out in a CMT5303 electronic universal testing machine with a punch speed of 10 mm/min. The displacement-bending force curves were recorded during the test. To measure the specimen temperature, a thermocouple was welded in the main deformation zone of specimen and the temperature was recorded by a multichannel temperature detector during the test. The forming angle of V-bending specimen after test was measured by the universal protractor.
Experimental results showed that fracture occurred when punch displacement reached 23.5 mm under room temperature. However, when punch displacement was less than 21 mm, specimen could be formed without fracture. In this work, punch displacement of 21 mm (Group I) was set to study pulse current influence on bending force and springback angle. And punch displacement of 23.5 mm (Group II) was used to analyze specimen fracture mechanism. To avoid electric discharge, pulse current was applied when punch contacted specimen and moved downwards 1 mm. Each test was repeated at least three times. The specimen microstructures and fracture morphology were studied by Axio Lab A1 optical microscope and Nova NanoSEM 450 scanning electron microscope, respectively. The metallographic samples were taken from the main deformation zone after V-bending, and fracture analysis samples were taken from the fracture location.
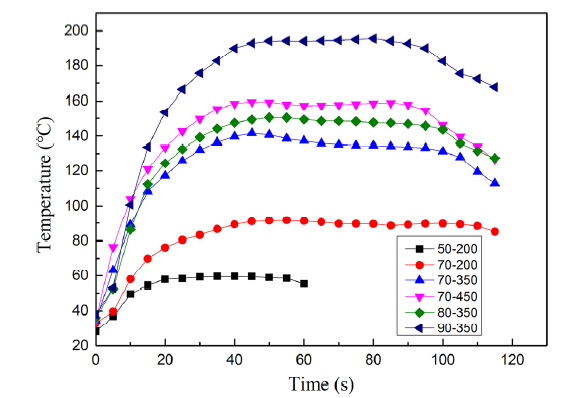
The adopted pulse current parameters and forming results of Groups I and II are shown in Table 2. The forming angle is the angle of two straight flanges after bending. Forming angle of specimen without current (No. 0) is taken as a benchmark, and the springback angle is the difference between measured forming angle value and the reference value. The measured specimen temperatures are shown in Fig. 4. When pulse current is 50 V-200 Hz, specimen temperature only reaches to 59.3 °C. With electrical parameter increases from 70 V-200 Hz to 70 V-350 Hz, the temperature peak value varies from 91.7 °C to 141.6 °C. The highest measured temperature in the test was 195.7 °C.
Table 2 Experimental results under different forming conditions
| Sample | Voltage (V) | Frequency (Hz) | Jr (A/mm2) | Jp (A/mm2) | Measured forming angle (°) | |
|---|---|---|---|---|---|---|
| Group I | Group II | |||||
| 0 | - | - | - | - | 107.1 | Fracture (A) |
| 1 | 50 | 200 | 6.5 | 83.3 | 104.4 | Fracture (B) |
| 2 | 70 | 200 | 8.94 | 100 | 98.6 | Fracture (C) |
| 3 | 70 | 350 | 11.83 | 100 | 89.8 | Fracture (D) |
| 4 | 80 | 350 | 13.02 | 110 | 87.8 | 78.9° (E) |
| 5 | 70 | 450 | 13.42 | 100 | 83 | 78.8° (F) |
| 6 | 90 | 350 | 15.56 | 116 | 81.0 | 77.8° (G) |
Fig. 4 Measured specimens temperature curves under different electrical parameters
The specimens after EPA V-bending of Group I are shown in Fig. 5; it is found that the forming angle decreases with the increase in RMS current, showing a different decreasing rate. Figure 6a presents the specimens after EPA V-bending (Group II). It is shown that with the increase in RMS current density, the cracks on specimens are decreased, with suitable electrical parameters, and bending specimens without cracks can be obtained. As listed in Table 2, the RMS current density of 13.02 A/mm2 is the threshold value, when RMS current density is beyond this value, specimens after EPA V-bending show no cracks and the springback angle remains stable. The comparison of specimen without current and with a RMS current density of 13.02 A/mm2 is shown in Fig. 6b. The specimen without current shows obvious crack, while specimen with current is in good forming condition. Under EP effect, the forming specimens show good bending quality, which proves that the pulse current can improve the formability of AZ31B alloy.
Fig. 5 Specimens after EPA V-bending (Group I)
Fig. 6 V-bending (Group II): a different electropulse parameters, b without current and Jr = 13.02 A/mm2
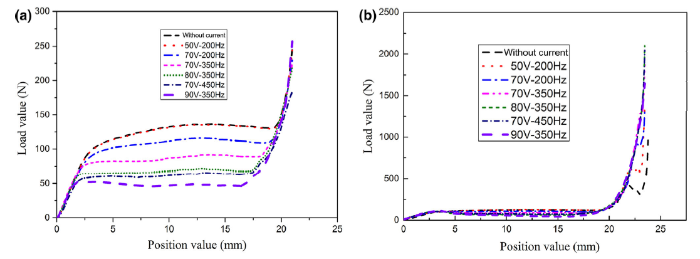
The force-displacement curves are shown in Fig. 7. It is known that springback value is proportional to the material yield strength and inversely proportional to elasticity modulus. According to Fig. 7a, the curves are basically coincidence under elastic deformation stage, indicating that the pulse current has little influence on elastic modulus. Moreover, with the increase in electric parameters, yield strength decreases. Hence, pulse current can decrease the springback value through lowering yield strength in EPA V-bending. Meanwhile, force curves of Fig. 7a show that strain hardening causes the increase in bending force in initial bending stage, due to thermal softening caused by EP effect, and the curves show a saturation characteristic with increasing deformation. When V-bending process entered into curvature correction phase, the bending force increased rapidly.
Fig. 7 Force-displacement curves under different current parameters: a Group I, b Group II
Figure 7b shows the force-displacement curves of Group II. It is shown that, for certain electrical parameters, the bending force shows a suddenly force drop and then increases at the end of the bending stage, which indicates the occurrence of fracture in the specimen. The much of the force drops, the serious the fracture is. The force increases after fracture is caused by the interaction between the die and the punch.
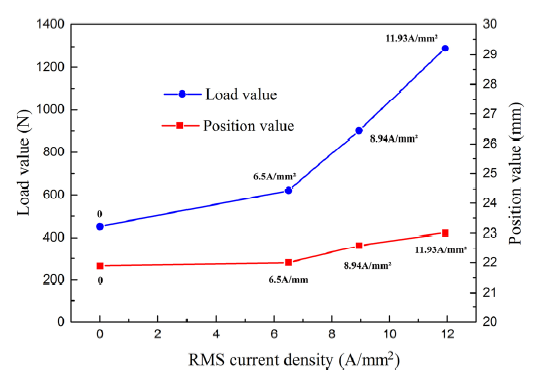
The influences of RMS current density on bending force and springback angle were obtained as shown in Fig. 8. The bending force was the measured stable value with punch displacement of 12.5 mm. As shown in Fig. 8, when Jr reaches to 6.5 A/mm2, EP effect is not significant and pulse current has little influence on bending force and springback angle compared to experiment without current. With the increase in RMS current density, EP effect begins to function, and bending force and springback angle reduce significantly. When Jr reaches to 13.02 A/mm2, bending force is reduced by 43.31% and springback angle is decreased by 18.57% compared to the specimen without current. When Jr varies from 13.02 to 15.56 A/mm2, bending force is reduced by 32.92% and springback angle is decreased by 7.79%. It is indicated that there exists a threshold value [24] for EP effect. For low RMS current, the EP effect has little influence on AZ31B plasticity, and when RMS current exceeds a certain value, the influence of the EP effect on bending force and springback angle is improved significantly. What is more, it was found that pulse current has a greater effect on the reduction in bending force than in springback angle, which consists with Ref. [20].
Fig. 8 Influences of RMS current density on bending force and springback angle
The fracture position and fracture force under different RMS current densities during V-bending (Group II) are shown in Fig. 9. Due to EP effect, the formability of AZ31B alloy is increased. The specimen cracking position is delayed with the increase in RMS current density. When the electric parameter is above 80 V-350 Hz (13.02 A/mm2), good bending specimens are obtained and no force drop is observed as shown in Fig. 7b.
Fig. 9 Fracture position and fracture force under different RMS current densities
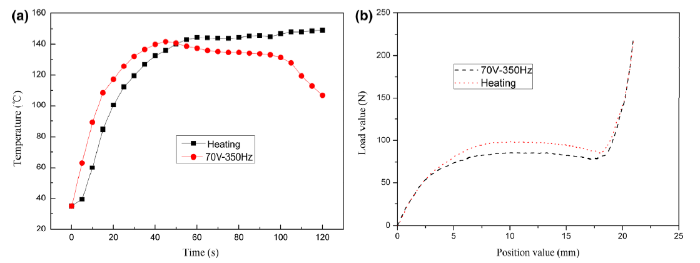
To carry out the comparison test, traditional hot bending was carried out. As shown in Fig. 10, similar heating rate was obtained by adjusting traditional forming temperature through heater and heat conduction. The highest temperature of hot bending specimen is higher than that under EPA bending test. For force evolution, it is shown that the EPA bending force is lower than the traditional hot bending even with a lower forming temperature. Hence, the existence of athermal effect of electrical pulses is proved.
Fig. 10 Temperature a and bending force b evolution under traditional hot and EPA bending
To study microstructure evolution during EPA V-bending and investigate DRX promotion mechanism under pulse current, the center area of V-bending sample (Nos. 0, 1, 3, 4, 6) was selected as the main deformation part, both inside and outside of the samples were taken to carry out the metallographic analysis, as shown in Fig. 11. Figure 11-No. 0 is the microscopic structure without current. For V-bending process, the outer region is under tensile deformation, while the inner region is under compressive deformation. The twinning is likely to be activated due to a compressive stress parallel to the basal plane in the inner region. Hence, a large number of twins can be found in the inner region, and the grains appear asymmetry and some coarse grains are found. While for the outer region, only a little twin can be found in some coarse grains. The microstructure with pulse current of 50 V-200 Hz and RMS current density of 6.5 A/mm2 is shown in Fig. 11-No. 1. Compared to No. 0, the bending force and springback angle have no obvious change, plenty of twins are observed in the inner region and a little twin can be found in some coarse grains in the outer region. The EP effect under these electric parameters is not obvious. The highest temperature of the specimen is only 59.3 °C (Fig. 4) during the whole bending process. The EP effect has not reached the threshold value and has little effect on the plasticity of AZ31B alloy.
Fig. 11 Microstructure images under different forming conditions: (0) after bending without current; (1) 50 V, 200 Hz; (3) 70 V, 350 Hz; (4) 80 V, 350 Hz; (6) 90 V, 350 Hz. EX, IN represent extrados and intrados of specimen, respectively
The microstructure of 70 V-350 Hz and RMS current density of 11.83 A/mm2 is shown in Fig. 11-No. 3. The highest temperature of the specimen is 141.6 °C. In the inner region, some fine equiaxed grains are found in the boundary of some coarse grains and some sub-grains, which indicates that DRX has begun to occur. Meanwhile, the slip is still the dominant deformation mechanism in the outer region. Robson et al. [25] found that the critical resolved shear strain of slip is greater than that of the twin, so the inside compression area is likely to deform than the outside tensile area. For magnesium alloys, DRX is likely to occur when lots of dislocation piles up [26]. And it is found that DRX occurs earlier in the inside than that in the outside during EPA V-bending for AZ31B alloy. Buruni et al. [27] pointed out that DRX of magnesium alloy occurred at 200 °C under traditional forming process. In this work, as presented above, when temperature is only 141.6 °C, DRX begins to occur in the inner region, which indicates that pulse current can promote the DRX under a relative low temperature. With the increase in RMS current density, the highest temperature of No. 4 specimen reaches to 150.5 °C. For this condition, some fine equiaxed grains are found along the coarse grain boundary and DRX begins to occur in the outer region, while DRX is basically completed in the inner region. For No. 6 specimen, the highest temperature is 195.7 °C, DRX process is completed in both inner region and outer region and the grains have grown up obviously in the inner region. It can be concluded that pulse current can promote the DRX of AZ31B alloy under lower temperature and optimize the microstructure. Hence, for No. 6 test condition, the material formability is improved, bending force is dropped by 61.73% and springback angle is reduced by 24.91% compared to the specimen without current.
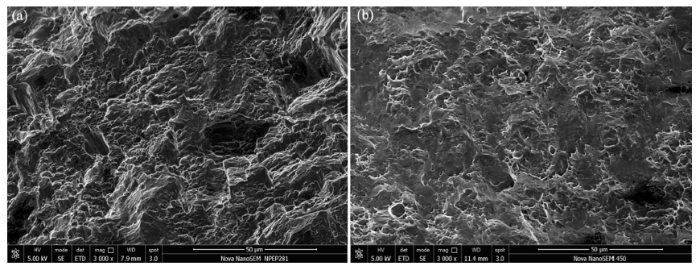
In order to study the influence of pulse current on the fracture of magnesium alloy during EPA V-bending, fracture morphology was studied as shown in Fig. 12. Figure 12a is the fracture morphology without pulse current, and Fig. 12b is the fracture morphology with a RMS current density of 11.83 A/mm2. A large amounts of cleavage planes and short tear ridges can be seen in the fracture position in Fig. 12a, which is a typical feature of brittle fracture. However, as shown in Fig. 12b, when a RMS current density of 11.83 A/mm2 is applied, the fracture morphology is different. The number of cleavage planes decreases and lots of dimples are found, which indicates a ductile fracture. From the microscopic view, it can be concluded that the formability of AZ31B alloy can be improved with the influence of appropriate pulse current.
Fig. 12 Fracture morphology of specimens in Group II: a without current, b RMS current density of 11.83 A/mm2
1. EP effect can promote the dynamic recrystallization of AZ31B alloy under lower temperature compared to traditional hot forming process.
2. The pulse current can improve the bending formability of AZ31B alloy and reduce springback angle and bending force. EP effect has a threshold value; when RMS current density exceeds 13.02 A/mm2, bending force is reduced by 43.31% and springback angle is decreased by 18.57% compared to test without current.
3. Athermal effect is proved to exist for EP effect of AZ31B alloy.
The authors would like to acknowledge the financial support from the Natural Science Foundation of Shandong Province (No. ZR2016EEM25).
The authors have declared that no competing interests exist.

 WeChat
WeChat
/
| 〈 |
|
〉 |




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}