Search for articles:
Lavish Kumar Singh
Corresponding authors:
Received: 2018-08-17
Revised: 2018-08-17
Online: 2018-08-17
Copyright: 2018 Editorial board of Acta Metallurgica Sinica(English Letters) Copyright reserved, Editorial board of Acta Metallurgica Sinica(English Letters)
More
Abstract
Powder mixture of ball-milled aluminium and functionalized multi-walled carbon nanotubes was compacted via spark plasma sintering (SPS) to study effects of sintering temperature and heating rate. An increase in sintering temperature led to an increase in crystallite size and density, whereas an increase in heating rate exerted the opposite effect. The crystallite size and relative density increased by 85.0% and 14.3%, respectively, upon increasing the sintering temperature from 400 to 600 °C, whereas increasing the heating rate from 25 to 100 °C/min led to respective reduction by 30.0% of crystallite size and 1.8% of relative density. The total punch displacement during SPS for the nanocomposite sintered at 600 °C (1.96 mm) was much higher than that of the sample sintered at 400 °C (1.02 mm) confirming positive impact of high sintering temperature on densification behaviour. The maximum improvement in mechanical properties was exhibited by the nanocomposite sintered at 600 °C at a heating rate of 50 °C/min displaying microhardness of 81 ± 3.6 VHN and elastic modulus of 89 ± 5.3 GPa. The nanocomposites consolidated at 400 °C and 100 °C/min, in spite of having relatively smaller crystallite size, exhibited poor mechanical properties indicating the detrimental effect of porosity on the mechanical properties.
Keywords:
Materials possessing superior properties such as high specific strength, stiffness and excellent wear and corrosion resistance have become a necessity in automobile and aerospace industries. Monolithic materials have proved inefficient to cater the requirement of these industries. This scarcity led to emergence of metal matrix composites (MMCs) where base metal matrix is reinforced with organic materials, ceramics, polymers etc. to harness the better properties of the matrix and the reinforcement [1, 2]. Aluminium-based MMCs are being increasingly used in automobile, aerospace and other industries due to their enhanced properties such as low density, high elastic modulus, tensile strength and wear resistance of these MMCs [3]. Carbon nanotubes (CNTs) have attracted much attention of researchers due to their remarkable mechanical, thermal and electrical properties combined with low density [4]. The combination of these properties has made CNTs as one of the promising candidates as reinforcement in composite materials. Recently, researches on CNT-reinforced MMCs have been increasing and the results show the possibility of both high strength structural and functional applications [5, 6, 7, 8]. Presently, CNT-reinforced Al-based composites account for substantial fraction of research in the area of structural composites [9, 10].
Powder metallurgy is a favourable process for synthesizing ultrafine-grained and nanostructured components. In contrast to casting and mechanical forming, powder metallurgy allows the use of nanostructured powder and nanopowders, which can be consolidated to synthesize nanostructured bulk solids. However, there are some major constraints that need to be addressed while consolidating nanocrystalline powders viz. restricting the grain coarsening to the minimum, obtaining good densification and good interparticle bonding between the powders. Spark plasma sintering (SPS), by virtue of its fast sintering kinetics, has the potential to overcome the aforementioned constraints effectively [11, 12, 13]. Rajeswari et al. [13] consolidated yttria-stabilized zirconia (8YSZ) powders via conventional sintering and SPS. Upon performing conventional sintering at 1500 °C with 2 h dwell time, relative density and crystallite size of 98.5% and 4.12 μm, respectively, were obtained. However, upon SPS relative density and crystallite size of 99.1% and 1.3 μm, respectively, were obtained even though the sintering temperature was mere 1250 °C with a dwell time of 5 min. In SPS process, a pulsed electric current is applied while an external uniaxial load is coupled, after placing the powders in a die. Material transfer and diffusion phenomena are accelerated because of plasma generation between the particles which leads to breakdown and cleaning of oxide layer from the particle surface. Moreover, Joule effect and pressure-assisted plastic deformation result in the better densification and sinterability [14, 15, 16, 17].
It was reported by Khalil et al. [18] that sintering time and temperature followed during SPS exert more pronounce impact on the sinterability and mechanical properties of the compact as compared to the pressure. It is evident from the literatures that low sintering temperature and high heating rate in SPS favour grain size retention, whereas high sintering temperature and low heating rate are required to attain good densification [19, 20, 21, 22, 23, 24]. Therefore, in order to obtain desired microstructure and mechanical properties, a trade-off between sintering temperature and heating rate is needed. Table 1 depicts the sintering temperatures and heating rates that have been used by some of the researchers to synthesize Al-based composites via SPS. Vast range of sintering temperature and heating rate has been used to synthesize Al-based composites. The sintering temperature has been varied from 350 to 600 °C, and the heating rate from 40 to 100 °C/min.
Table 1 Sintering parameters (sintering temperature and heating rate) used by different researchers for consolidating Al-CNT nanocomposite via spark plasma sintering
| Sintering temperature (°C) | Heating rate (°C/min) | References |
|---|---|---|
| 600 | 40 | [4] |
| 500 | - | [29] |
| 350-550 | 100 | [53] |
| 600 | 50 | [54] |
| 480-600 | 40 | [55] |
| 580 | 100 | [56] |
| 600 | 40 | [57] |
| 580 | 50 | [58] |
| 600 | 40 | [59] |
| 600 | - | [60] |
Anomalous results have been reported as far as the effect of sintering temperature and heating rate on the densification behaviour and mechanical properties is concerned. Aliyu et al. [25] reported that the increase in heating rate increases density and microhardness of Al-1.0 wt% SiC nanocomposite. Hu et al. [22], on the other hand, while consolidating 93W-5.6Ni-1.4Fe alloy, observed that high heating rate results in lower density, thereby deteriorating mechanical properties. Zhang et al. [26] while sintering alumina observed nonlinear densification behaviour with respect to the heating rate. They reported that the porosity reduced slightly when the heating rate was increased from 50 to 150 °C/min, and then it increased at the heating rate of 200 °C/min.
The purpose of the present study is to identify how the SPS parameters, viz. sintering temperature and heating rate, affect the microstructural characteristics, crystallite size and densification behaviour and in turn mechanical properties of Al-0.5 wt% MWCNT nanocomposite.
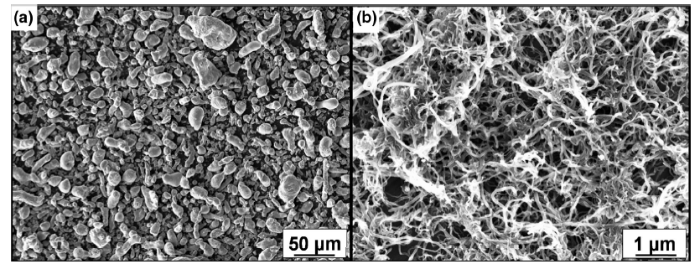
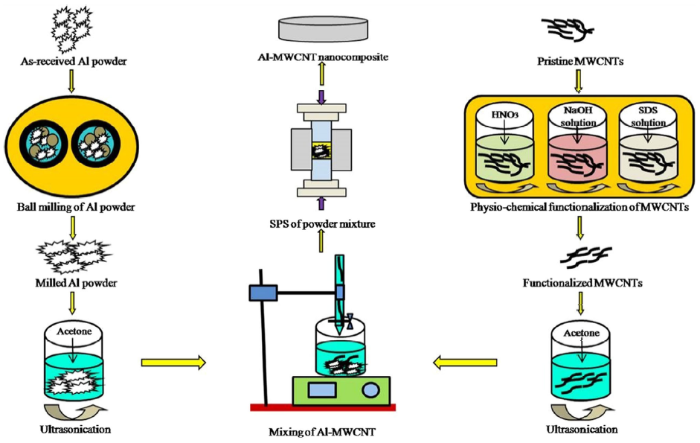
Ar gas atomized Al powders (procured from Alfa Aesar, USA with purity of 99.5% and average particle size of 7-15 μm) and MWCNTs (procured from Nanostructured and Amorphous Materials Inc., USA with purity > 95%, diameter 40-70 nm and length 0.2-0.5 μm) were used as the matrix and reinforcement materials, respectively, to synthesize Al-0.5 wt% MWCNT nanocomposite. Figure 1 shows the SEM images of the starting materials. High-energy ball milling was carried out in order to transform initial microcrystalline Al powders to nanocrystalline Al powders. The powders were ball-milled in a planetary ball mill (PM 200, Retsch GmbH, Germany) in hardened steel vials (125 ml capacity) using 10-mm-diameter hardened steel balls for 10 h at 180 rpm with ball to powder ratio (BPR) of 20:1. Toluene was used as process control agent (PCA) to restrict cold welding of powders and avoid air contamination. Filling of milling vials was carried out inside a glovebox (Labstar, M-Braun Inertgas-Systeme GmbH, Germany) to avoid air contamination. MWCNTs were physio-chemically functionalized prior to mixing with Al powders in order to obtain a homogeneous dispersion. They were initially ultrasonicated for 4 h in 68% concentrated nitric acid (HNO3), and the suspension was filtered and neutralized with NaOH pellets. The CNTs were then subjected to repeated rinsing with distilled water until a pH value of 7 was attained, and the suspension was filtered and dried at 110 °C for 2 h. HNO3-treated (chemically functionalized) CNTs were mixed with sodium dodecyl sulphate (SDS) in 2:3 weight ratio followed by ultrasonication for 4 h, and the obtained suspension was again filtered and dried. Finally, mixtures of milled Al powders and 0.5 wt% physio-chemically functionalized CNTs were dry-milled for 15 min at 100 rpm followed by consolidation via spark plasma sintering (Model SPS 625, Fuji Electronic Industrial Co. Ltd., Japan) under argon atmosphere to make 10-mm-diameter discs of ~ 5 mm thickness. Figure 2 presents the schematic diagram of the experimental procedure that was followed during the study. Table 2 shows the sintering parameters which were used to consolidate the Al-CNT powder mixture by spark plasma sintering along with the nomenclature designated to the sintered samples.
Fig. 1 SEM images of starting materials: a as-received microcrystalline Al powders of 7-15 μm size; b as-received pristine MWCNTs of diameter 40-70 nm and length 0.2-0.5 μm
Fig. 2 Schematic diagram of experimental procedure followed in the present study to synthesize Al-0.5 wt% MWCNT nanocomposite
Table 2 Sintering parameters for consolidating Al-0.5 wt% MWCNT nanocomposites
| Sample | Sintering temperature (°C) | Heating rate (°C/min) | Pressure (MPa) | Holding time (min) |
|---|---|---|---|---|
| ST400 | 400 | 50 | 80 | 20 |
| ST500 | 500 | 50 | 80 | 20 |
| ST600 | 600 | 50 | 80 | 20 |
| HR25 | 500 | 25 | 80 | 20 |
| HR100 | 500 | 100 | 80 | 20 |
Scanning electron microscopy (SUPRA 40, Carl ZEISS SMT, Germany) and transmission electron microscopy (JEM-2100 LaB6, 200 kV, JEOL Inc., Japan) were employed to study the microstructural and morphological features of the nanocomposites. X-ray diffraction (PW 1710, PHILIPS, Netherlands) was carried out using CuKα radiation (wavelength of 0.154 nm) at an operating voltage of 40 kV. The density of the samples was determined using a density determination kit (Satorius YDK03) based on Archimedes’ Principle where deionized water was used as the liquid medium. Qualitative and quantitative porosity analyses were carried out through micro-CT imaging (GE phoenix v|tome|x, Germany) with the X-ray source voltage of 100 kV and beam current of 90 μA. VGStudio MAX (Volume Graphics, Germany) software was used for the data analysis. Vickers microindenter (UHLVMHT-001, Walter Uhl, Germany) was used with a load of 25 gf and a dwell time of 10 s to measure the microhardness of the sintered samples, performing thirty indentations for each of the samples. Nanoindentation (Model: TI 950, Triboindenter, Hysitron Inc., USA) was performed in controlled loading rate mode using the standard Berkovich tip with 100 nm tip radius to assess the effective mechanical properties. The samples were applied a maximum load of 2000 μN at a constant rate of 200 μN/s and a holding time of 3 s. Prior to experiments, the tip area function was calibrated by using Oliver and Pharr method [27] on a standard fused quartz sample. For each sample, fifty indents were performed at different points on the surface.
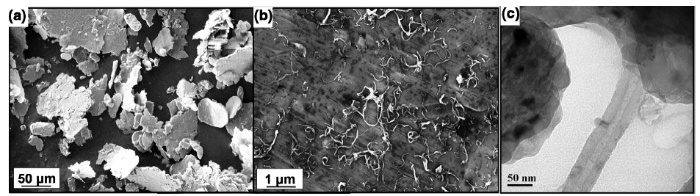
Al powders were ball-milled prior to consolidation via SPS. Figure 3a shows the SEM micrograph of milled Al powders. As a result of ball milling, the morphology of Al powders has changed from conically/ellipsoidally elongated and spherical particles of various sizes to flaky and irregular-shaped powders. Flaky morphology of Al powders offers large surface area which aids CNT dispersion [28]. Homogeneous dispersion of CNTs has always been a matter of concern owing to the high aspect ratio and strong Van der Waals’ force of attraction among CNTs [29]. Different researchers have used different CNT dispersion methods viz. milling, ultrasonication, functionalization etc. As discussed in Sect. 2.1, MWCNTs were cleaned and functionalized via HNO3 and SDS, respectively, prior to mixing with Al powders to obtain homogeneous dispersion of CNTs. Introduction of oxygen-containing functional groups on MWCNTs via HNO3 is recognized as an efficient method for CNT purification, promoting dispersion and surface activation at the same time [30]. Surfactants such as SDS produce an efficient coating and induce electrostatic and/or steric repulsions that counterbalance Van der Waals’ attractions between CNTs, which is one of the main reasons for entanglement of CNTs [31, 32]. Figure 3b shows SEM image of the MWCNTs depicting the morphology and dispersion of MWCNTs after functionalization. The functionalized MWCNTs had shortened in length but were relatively homogeneously dispersed as compared to the pristine CNTs (Fig. 1b). CNT fragmentation is attributed to the ultrasonication and concentrated nitric acid treatment of MWCNTs. Several authors have used the functionalization technique to obtain homogeneous dispersion of CNTs [33, 34, 35]. Figure 3c shows the TEM image of a MWCNT embedded into a ball-milled Al powder particle prior to consolidation.
Fig. 3 SEM images of a ball-milled Al powders, b physio-chemically functionalized MWCNTs, c TEM image of a MWCNT embedded in ball-milled Al powder particles
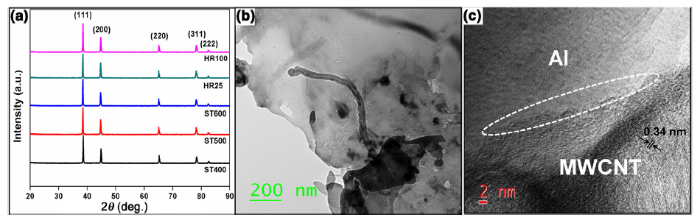
Figure 4a shows XRD spectra of the synthesized nanocomposites, which do not reveal the presence of any phases such as oxide or carbide other than Al. Figure 4b shows TEM image of Al-MWCNT nanocomposite synthesized at 600 °C. The interface, as shown in Fig. 4c, is clean, and no micropores or interfacial product layer is observed which could have prevented the direct contact between Al and CNT. However, several researchers have reported the formation of Al4C3 while synthesizing Al-CNT composites [36, 37, 38, 39]. Housaer et al. [36] synthesized Al-0.5 wt% CNT via hot pressing and observed significant amount of Al4C3 at the interface. Fast sintering kinetics of SPS restricts reactions between Al and CNT; therefore, no interfacial Al4C3 was observed in the present study.
Fig. 4 a XRD patterns of spark plasma-sintered Al-0.5 wt% MWCNT nanocomposites consolidated at different sintering temperatures and heating rates, b TEM image of a MWCNT dispersed in Al matrix, c high-resolution TEM image showing clean interface between Al and MWCNT (ST400, ST500 and ST600 stand for samples sintered at 400, 500 and 600 °C with a hearting rate of 50 °C/min; HR25 and HR100 stand for samples sintered at 500 °C with hearting rates of 25 and 100 °C/min, respectively)
The crystallite size (d) was calculated from the XRD patterns by applying the following modified Williamson-Hall equation [40] and is reported in Table 3:
$\beta_{hkl} \cos \theta = \frac{K\lambda }{d} + 4\varepsilon \sin \theta,$ (1)
where $\beta_{hkl} = \sqrt {(\beta_{hkl} )_{{\text{measured}}}^{2} - (\beta_{hkl} )_{{\text{instrumental}}}^{2} }$ is the broadening after incorporation of the instrumental broadening, $(\beta_{hkl} )_{{\text{measured}}}$ and $(\beta_{hkl} )_{{\text{instrumental}}}$ are the full width half maxima (FWHM) of the maximum intensity peak (peak position θ) for the experimental and standard sample (strain free annealed pure Al sample), respectively, K is a constant, λ is the wavelength of the X-ray used, and ε is the induced lattice strain. It is well known that the higher sintering temperature promotes grain growth and consequently crystallite size increases as a function of sintering temperature. As can be observed in Table 3, the crystallite size of the sintered compacts increased monotonously with an increase in sintering temperature. The crystallite size of the nanocomposite increased from 53 nm to 98 nm upon increasing the sintering temperature from 400 to 600 °C. Crystallite size-sintering temperature relation can also be explained by the following equation showing the dependence of diffusion on sintering temperature [41]:
$D = D_{0} \exp \frac{ - Q}{RT},$ (2)
where D is the diffusion coefficient, D0 is a constant, Q is the activation energy, R is Boltzmann constant, and T is the temperature. At the higher sintering temperature, the rate of diffusion increases which promotes grain growth.
Table 3 Crystallite size, relative density, average pore diameter, number of pores and total punch displacement of synthesized Al-0.5 wt% MWCNT nanocomposites
| Nanocomposite | Crystallite size (nm) | Relative density (%) | Average pore diameter (μm) | Number of pores | Total punch displacement (mm) |
|---|---|---|---|---|---|
| ST400 | 53 | 86.3 | 87 | 1885 | 1.02 |
| ST500 | 62 | 95.1 | 46 | 357 | 1.36 |
| ST600 | 98 | 98.7 | 17 | 24 | 1.96 |
| HR25 | 83 | 96.0 | 39 | 290 | 1.46 |
| HR100 | 58 | 94.3 | 61 | 623 | 1.33 |
Unlike sintering temperature, there exist an inverse relation between the heating rate and the crystallite size. The increase in heating rate led to a monotonous reduction in the crystallite size (Table 3). Increasing the heating rate from 25 to 100 °C/min led to the decrease in crystallite size from 83 nm to 58 nm. The high heating rate restrains the surface diffusion for the coarsening mechanisms, resulting in the reduced grain size [26].
Nevertheless, several researchers have reported contradictory views as far as the effect of heating rate on grain size is concerned [18, 42]. Murayama et al. [42] consolidated alumina via hot pressing and observed that rapid heating does not always suppress grain coarsening. They explained this anomalous behaviour by assuming that a high defect concentration is produced during densification by rapid heating and associated rapid particle deformation. The defect formation is assisted by the large DC current required for rapid heating during SPS. This deformation-induced defect is known to induce dynamic grain growth [43, 44]. On the other hand, several researchers have reported contradictory results that are consistent with the present study [22, 45]. The higher the heating rate, the smaller is the increase in the radius of curvature of the tip of the pore. Therefore, higher driving force is obtained for the grain boundary diffusion within the given period of time [46]. In other words, for the high heating rate, grain boundary diffusion is driven by very substantial stresses (inversely proportional to the radius of curvature of the pore) since the surface diffusion does not have enough time to “smooth out” pore surfaces. Simultaneously, due to densification the pore size reduces significantly, which restrains them to exert the pinning effect. For grain growth to occur, the sintering time should be long enough than this critical point. But, for high heating rates, the grain growth is diminished due to shorter processing time [46].
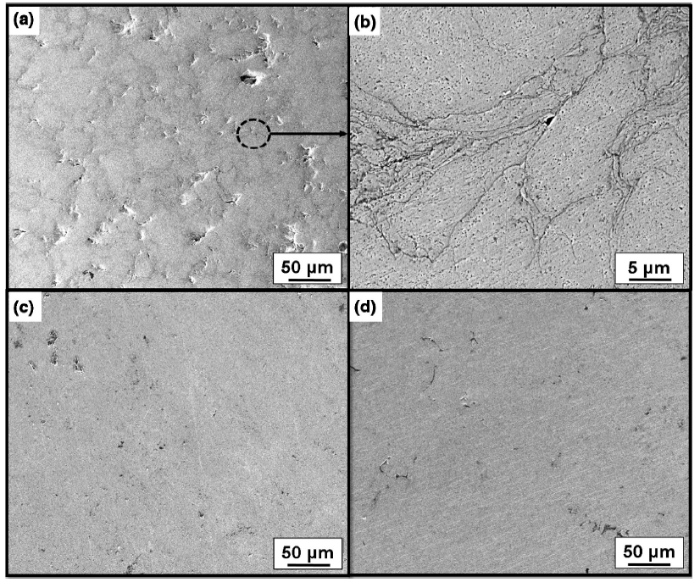
Table 3 presents the relative density of the consolidated nanocomposites. It can be clearly seen that the relative density increases extensively with the increase in sintering temperature. The relative density increased from 86.3 to 98.7% when the sintering temperature was increased from 400 to 600 °C. The higher sintering temperature causes a more intensive atomic diffusion, resulting in the faster sintering and higher resulting densities. Figure 5 shows the SEM images with the morphological details of the nanocomposites synthesized in different sintering conditions. The microstructures of the nanocomposite synthesized at 400 °C contain large amount of interparticle boundaries and porosities (Fig. 5a and b), and the discontinuities kept on diminishing with the increase in sintering temperature. The composite synthesized at 600 °C displays homogeneously consolidated porosity-free microstructure (Fig. 5c). Liu et al. [47] found somewhat similar behaviour like the present study. They reported that the samples sintered at the lower temperature exhibited lower density mainly because of more interior voids and microholes.
Fig. 5 SEM micrographs showing presence of significant amount of porosities and interparticle boundaries at low a and high b magnification in sample sintered at 400 °C and heating rate 50 °C/min, homogeneous consolidation in sample sintered at 600 °C and heating rate 50 °C/min c, relatively homogeneous consolidation with the presence of small amount of porosities in the sample sintered at 500 °C at a heating rate of 100 °C/min d
For a given sintering temperature, the relative density decreases with the increase in the heating rate. However, the effect of heating rate on densification varies with material properties such as thermal and electrical conductivity. In general, faster heating leads to the formation of large thermal gradients, which can cause the exterior regions of the sample to sinter before the interior, resulting in residual porosity [26, 48]. Power input, which is directly related to the applied current, increases at higher heating rates, and the increase in current generates an increase in the temperature difference. The high heating rate also leads to lack of particle rearrangement at the initial stage of sintering which results in high amount of porosity [49]. Figure 5d shows the SEM image of the nanocomposite sintered at 500 °C at a heating rate of 100 °C/min. The microstructure of the composite contains small amount of porosities, which is detrimental for the mechanical properties. The relative density of the compact increased from 94.3 to 96.0% upon lowering the heating rate from 100 to 25 °C/min. Sintering temperature and heating rate, therefore, exert opposite effects on the densification behaviour.
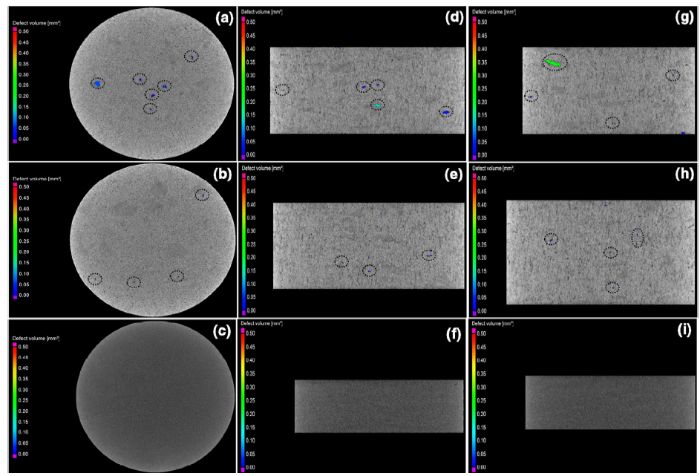
X-ray tomography was used as an alternative way to study the porosity distribution within the synthesized nanocomposites. Figure 6 shows the top, front and side views of a slice taken out of the samples sintered at different sintering temperatures. As the sintering temperature was increased, the number and size of porosity diminished significantly. In fact, for the sample consolidated at 600 °C, no porosity was observed. Apart from good densification, this can be due to the procedure which involves a threshold and filtration to distinguish between the compact and pores. It might also be due to the resolution of the X-ray CT images used in this study, in which pores below a certain diameter (700 nm) cannot be observed. The result of X-ray tomography is tabulated in Table 3. It can be seen that the average size of the porosities and the number of pores decrease with the increase in sintering temperature and the decrease in heating rate. The average pore diameter and the number of pores reduced significantly from 87 μm and 1885 to 17 μm and 24, respectively, upon increasing the sintering temperature from 400 to 600 °C. The sintering temperature exerts a significant impact on porosity size and numbers as compared to the heating rate. In line with the Archimedes principle, X-ray tomography results also confirmed the positive impact of low heating rate and high sintering temperature on densification.
Fig. 6 Top a-c, front d-f and side g-i views of a slice from Al-MWCNT nanocomposites sintered at sintering temperatures of 400 °C a, d, g, 500 °C b, e, h, 600 °C c, f, i, respectively (Dark blue colour represents porosity volume of ~ 0-0.05 μm3, sky blue colour represents porosity volume of ~ 0.05-0.15 μm3, and green colour represents porosity volume of ~ 0.15-0.3 μm3). (Color figure online)
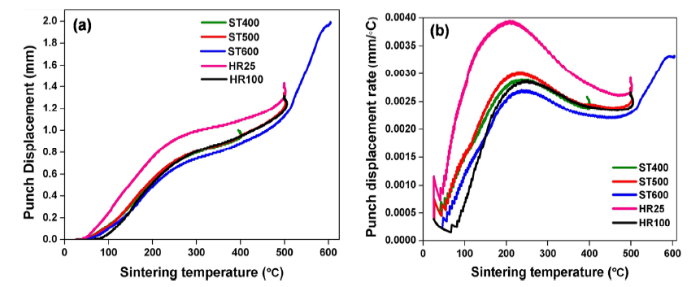
In order to study the sintering behaviour in SPS, equal amount of Al-CNT powder mixture was filled in the graphite die and the movement of punch within the powder-filled die with respect to the sintering temperature was continuously recorded. Figure 7a depicts the variation in punch displacement with sintering temperature, and Fig. 7b presents the variation of punch displacement rate with the sintering temperature. The variation of the curves can be categorized into three different stages from Fig. 7a. The first stage reflects the initial period where the rearrangement of powders took place and the densification might be due to only neck growth initiation. The intermediate stage, where the punch displacement rate increased rapidly, is basically due to the concurrent particle consolidation and the reduced number of interconnected pores. The final stage of densification showed a significant drop in the rate of densification as the pores in the compact would have been nearly closed in the intermediate stage and the relative density approached the theoretical one during the final stage of sintering. The rate of punch displacement reduced drastically for all the samples beyond the plateau region, i.e. when the second stage of sintering was crossed (Fig. 7b). The variation in punch displacement rate with the sintering temperature can be attributed to the factors as follows: (1) the rearrangement of powders; (2) localized deformation; (3) core/bulk deformation; and (4) porosity annihilation [50]. The sudden increase in the punch displacement rate beyond 460 °C is observed which might be due to the thermal softening of the compact. This softening phenomenon could take place due to a combination of adiabatic heating, dynamic recovery and dynamic recrystallization [51]. The high temperature enhances the thermal activation process of the compact, which accelerates the dislocation motion and annihilation; thus, the dynamic softening is enhanced and the peak stress is reduced. As a result, the threshold strength is lowered, allowing densification in response to the sintering stress.
Fig. 7 Variation of punch movement within die with respect to sintering temperature while carrying out spark plasma sintering of Al-MWCNT powder mixture: a displacement versus sintering temperature; b displacement rate versus sintering temperature
As deduced from Fig. 7b, the maximum displacement rate decreases as the heating rate increases. The maximum displacement for the sample sintered at 25 °C/min is 0.0039 mm/°C which reduced drastically to 0.0028 mm/°C when the heating rate was increased to 100 °C/min. This observation further confirms the detrimental effect of heating rate on densification behaviour. The impact of sintering temperature on densification behaviour can also be found by the total punch displacement at the end of sintering. Table 3 tabulates the total punch displacement at the end of sintering for the synthesized nanocomposites. The total punch displacement was 1.02 mm when the sintering temperature was 400 °C. Upon increasing the sintering temperature to 600 °C, the total punch displacement increased to 1.96 mm (increment of 92%) which confirms the detrimental effect of low sintering temperature on densification. Similarly, the punch displacement increased by 10% when the heating rate was reduced from 100 ˚C/min to 25 ˚C/min, implying the detrimental effect, although marginal, of the heating rate on densification.
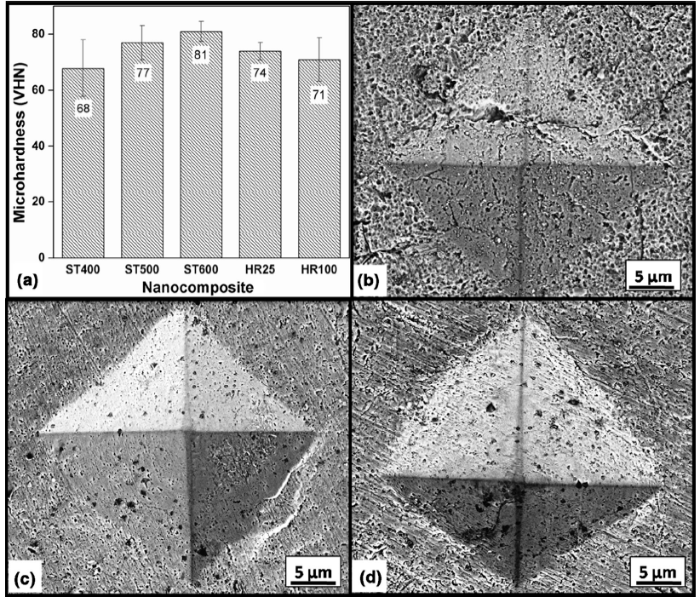
Microhardness, elastic modulus and nanohardness were measured to understand the effects of SPS parameters on mechanical properties of the sintered nanocomposites. Figure 8a illustrates the microhardness values displayed by the nanocomposites synthesized at different SPS parameters. Microhardness of the samples increased gradually with the increase in sintering temperature contrary to the observation that the increase in crystallite size causes deterioration in mechanical properties. This might be due to the fact that the positive impact of the increase in densification and the level of interparticle atomic bonding associated with high sintering temperature is more predominant than the detrimental effect of grain coarsening on the microhardness. Strong interparticle adhesion at the higher sintering temperature is explained on the basis of local Joule heating at particle outer shell, also known as the “skin effect” [52]. With an increase in sintering temperature, a higher temperature on the particle surface is obtained which enhances neck growth through increased solid-state diffusion [41]. Figure 8b-d shows the SEM images of the microhardness indents over the samples consolidated at different sintering temperatures. The indent over the sample consolidated at 400 °C produces cracks on the surface, indicating poor interparticle adhesion. The indent over the sample consolidated at 600 °C shows a clear indent mark of square base pyramid, and no ploughing or cracks were observed. As a result, the microhardness increased from 68 VHN to 81 VHN when the sintering temperature increased from 400 to 600 °C.
Fig. 8 a Vickers microhardness values of synthesized nanocomposites and SEM micrographs showing microhardness indent marks on samples sintered at b 400 °C, c 500 °C, d 600 °C at heating rate of 50 °C/min
The effect of heating rate on microhardness is not as predominant as the sintering temperature. However, microhardness-heating rate relation followed an anomalous trend. The sample sintered at a heating rate of 100 °C/min showed microhardness of 71 VHN which increased to 77 VHN upon lowering the heating rate to 50 °C/min. But, when the heating rate was further lowered to 25 °C/min, marginal drop in microhardness was observed (74 VHN). Although the density increased with the decreasing heating rate, the increment in density was not very significant for the sample sintered at a heating rate of 25 °C/min as compared to the sample sintered at 50 °C/min.
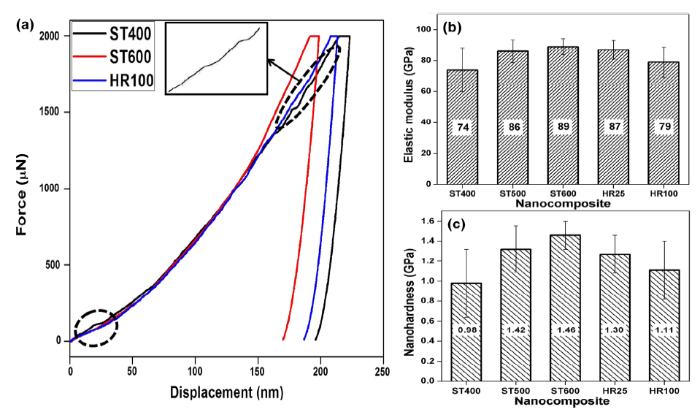
Figure 9a shows the indentation load-penetration depth or loading-unloading curves for Al-0.5 wt% MWCNT nanocomposites synthesized at different SPS parameters. The loading curves, in all the cases, follow almost the same trend. However, the penetration depth achieved at the end of loading segment is lowest for the nanocomposite consolidated at the sintering temperature of 600 °C, suggesting that the composite consolidated at 600 °C is harder than the ones consolidated at 400 and 500 °C. A discontinuity in the curve can be clearly seen in the indentation load versus penetration depth curve for the composite consolidated at 400 °C (shown by circles and inset figures) which indicates the presence of closed porosities. For the sintered nanocomposites, maximum depth decreased with increasing sintering temperature and subsequently led to the increase in the slope of loading and unloading curves. The slope of unloading and modulus are closely related to the stiffness which led to the increase inelastic modulus [27]. Therefore, the increase in sintering temperature led to the subsequent increase in elastic modulus and nanohardness. Figure 9b and c presents the results obtained from the load-displacement curve. Elastic modulus and nanohardness increased by 20.2% and 48.8%, respectively, as the sintering temperature increased from 400 to 600 °C. Moreover, the nanocomposite sintered at 400 °C had significant amount of porosities which translated not only in poor mechanical properties but also in the form of very large scatter (standard deviation) in the values of mechanical properties. Variation in heating rate, in line with microhardness, does not show a significant impact on the elastic modulus and nanohardness.
Fig. 9 a Load-displacement curves, b elastic modulus, c nanohardness values of Al-0.5 wt% MWCNT nanocomposites obtained from nanoindentation experiment under a peak load of 2000 µN
The effects of sintering temperature and heating rate on the crystallite size, densification behaviour and mechanical properties of spark plasma-sintered Al-0.5 wt% MWCNT nanocomposites were studied. The conclusions can be drawn as follows:
1.Lower sintering temperature and higher heating rate led to the synthesis of composites with smaller crystallite size, whereas the higher sintering temperature and the lower heating rate resulted in the higher densification of the compact. The sample consolidated at 600 °C showed homogeneous consolidation, whereas interparticle boundaries and significant amount of porosities were present in the sample sintered at 400 °C. However, the impact of heating rate on crystallite size and densification behaviour was not very pronounced.
2.The variation of punch displacement with respect to sintering temperature during SPS followed the same trend irrespective of the sintering temperature and heating rate. The displacement increased slowly at the beginning of the heating followed by a rapid increase in displacement until a plateau was reached. In the later stage, the punch displacement kept on increasing, but the rate of increase in displacement diminished significantly. The value of total punch displacement kept on increasing with increasing sintering temperature, confirming the positive impact of sintering temperature on densification behaviour.
3.Mechanical properties of the sintered Al-MWCNT nanocomposites were governed by the collective effect resulted from the variation in crystallite size and density. The mechanical properties enhanced extensively with the increase in sintering temperature. The microhardness and elastic modulus increased by 19.1% and 20.2%, respectively, upon increasing the sintering temperature from 400 to 600 °C. Variation in heating rate did not exert a significant impact on the mechanical properties.
Acknowledgements This work was supported financially by the ‘‘SERC Funding” from Department of Science and Technology, Government of India (No. SERC/ET-0388/2012).
The authors have declared that no competing interests exist.

 WeChat
WeChat
/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}