
 , S. Yu
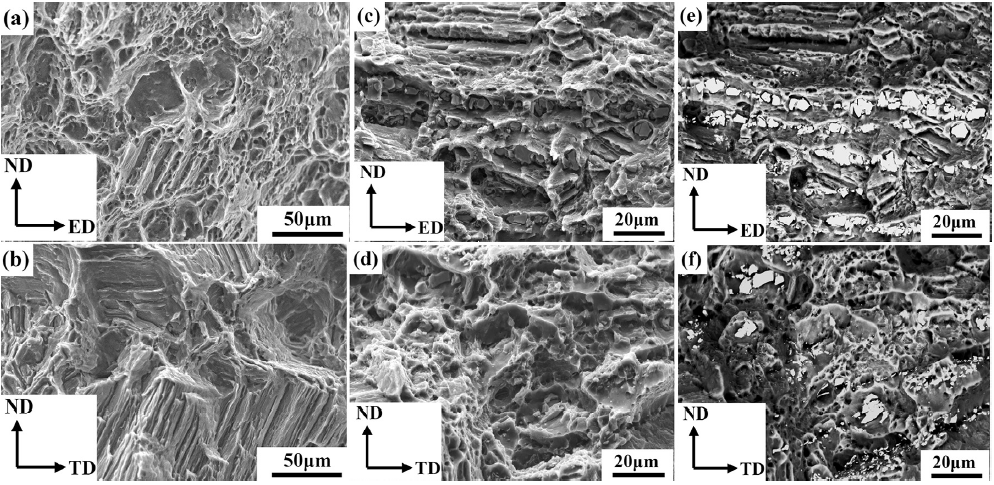
, S. YuThrough investigating and comparing the microstructure and mechanical properties of the as-extruded Mg alloys Mg-4%Li and Mg-4%Li-6%Zn-1.2%Y (in wt%), it demonstrates that although the formation of I-phase (Mg3Zn6Y, icosahedral structure) could weaken the crystallographic texture and improve the mechanical strength, the mechanical anisotropy in terms of strength remains in Mg-4%Li-6%Zn-1.2%Y alloy. Failure analysis indicates that for the Mg-4%Li alloy, the fracture surfaces of the tensile samples tested along transverse direction (TD) contain a large number of plastic dimples, whereas the fracture surface exhibits quasi-cleavage characteristic when tensile samples were tested along extrusion direction (ED). For the Mg-4%Li-6%Zn-1.2%Y alloy, typical ductile fracture surfaces can be observed in both “TD” and “ED” samples. Moreover, due to the zonal distribution of broken I-phase particles, the fracture surface of “TD” samples is characterized by the typical “woody fracture”.
It is well known that crystallographic texture plays a critical role in mechanical properties and formability of wrought magnesium (Mg) alloys[1,2,3]. Generally, addition of lithium (Li) in Mg matrix is an effective way to weaken their texture. With the increase in Li content, the
Although Mg-Li alloys could have a weakened crystallographic texture, their mechanical anisotropy could retain[5,7,8]. Compared with traditional Mg alloys, their mechanical strength is obviously lower[8,9]. Recently, Xu et al. reported that through adding Zn and Y and controlling Zn/Y atomic ratio of 6, I-phase (Mg3Zn6Y, icosahedral quasicrystal structure) could be formed in Mg-Li alloys[8,10,11]. It demonstrated that the formation of I-phase in duplex structured Mg-Li alloys could not only improve their mechanical strength, but also weaken their crystallographic texture and mechanical anisotropy[11]. Generally, for metallic materials, the particle stimulated nucleation (PSN) of recrystallization could be beneficial for weakening the texture due to the recrystallization nuclei at particles having a random crystallographic orientation[12,13,14,15]. Similarly, the basal texture of wrought Mg alloys can also be weakened by the PSN[16,17,18,19]. In addition, the main reason for the formation of weaker basal texture in Mg-6%Li-6%Zn-1.2%Y alloy is that the broken I-phase particles can induce the formation of stress concentration zones with a high density of dislocations and accelerate the recrystallization process of the surrounding α-Mg matrix during the severe plastic deformation[11]. Karami et al. reported that the formed β-Li phases could also be beneficial for weakening the basal texture of α-Mg phases in duplex structured Mg-Li alloys, which was ascribed to the fact that the incoherent interface and different orientation between α-Mg and β-Li phases could restrict the preferential reorientation of the neighboring recrystallized α-Mg grains during deformation[3]. Therefore, for I-phase containing Mg-Li alloys, it is challenging to identify the individual contribution of PSN and β-Li phases to the weakening in texture and mechanical anisotropy. In this work, through investigating and comparing the microstructure and mechanical properties of single structured Mg-4%Li and Mg-4%Li-6%Zn-1.2%Y alloys, the effect of I-phase-formation derived PSN on the crystallographic texture and mechanical anisotropy was explored.
The materials used in this study were as-extruded Mg-4%Li and Mg-4%Li-6%Zn-1.2%Y (in wt%) alloys prepared at the Institute of Metal Research, Chinese Academy of Sciences. Through inductively coupled plasma atomic emission spectrum (ICP-AES) apparatus, the chemical composition of the alloys was determined (
Table 1. Chemical composition of the Mg-4%Li and Mg-4%Li-6%Zn-1.2%Y alloys
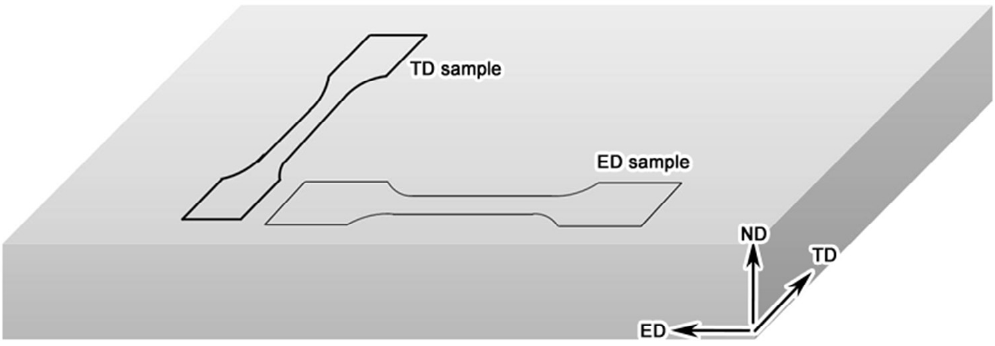
Sample pieces cut from the as-extruded plates were ground with SiC paper progressively up to 5000 grit finish, and finely polished to a 1 µm finish with ethanol. Microstructure was observed by optical microscopy (OM), scanning electron microscopy (SEM; XL30-FEG-ESEM), electron back-scattering diffraction (EBSD) and transmission electron microscopy (TEM; JEOL 2100) equipped with energy dispersive X-ray spectroscopy (EDS). Thin foil specimens for TEM observation were prepared by mechanical thinning, followed by argon ion milling. To reveal the difference in grain structure between the alloys, polished samples were etched with 4% nitric acid + 96% ethanol. Average grain size was determined by using the mean linear intercept method. Distribution intensity of the (0002) pole figures for the two alloys was measured by EBSD analysis. Tensile samples with a gauge length of 25 mm, width of 5 mm and thickness of 3 mm were machined from the as-extruded plates. Moreover, samples with axial direction parallel to the transverse and extrusion directions of the plates were defined as “TD” and “ED” samples, respectively, as shown in
Since Mg-4%Li alloy is only composed of α-Mg matrix[5], only the microstructure of Mg-4%Li-6%Zn-1.2%Y alloy is provided, as shown in

Fig. 2. Microstructures of as-extruded Mg-4%Li-6%Zn-1.2%Y alloy: (a) SEM image, (b) high magnification observation to the squared area of image (a), (c) TEM bright field image and (d) 5-fold SADP of I-phase, (e) TEM bright field image of β1′, β2′, (f) SADP of α-Mg and β2′.
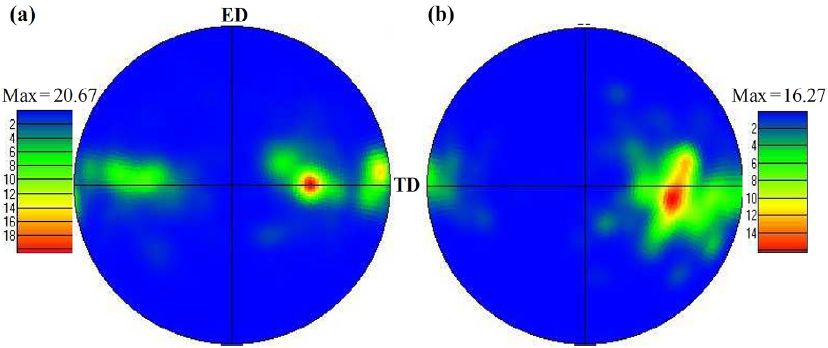
Fig. 3 shows the grain structure of the two alloys. It can be seen that for Mg-4%Li alloy, the grain size is heterogeneous and varies from 5 µm to 200 µm, which can be attributed to an incomplete recrystallization. For Mg-4%Li-6%Zn-1.2%Y alloy, the recrystallization could be completed, resulting in a relatively uniform grain structure with an average grain size of 25 µm. To further confirm this, EBSD analysis to the grain structure of the two alloys was performed, as shown in
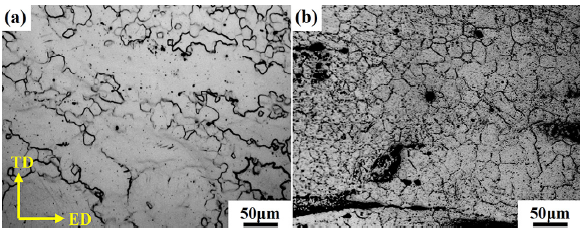
Fig. 3. Optical observations on the etched (a) Mg-4%Li and (b) Mg-4%Li-6%Zn-1.2%Y samples.
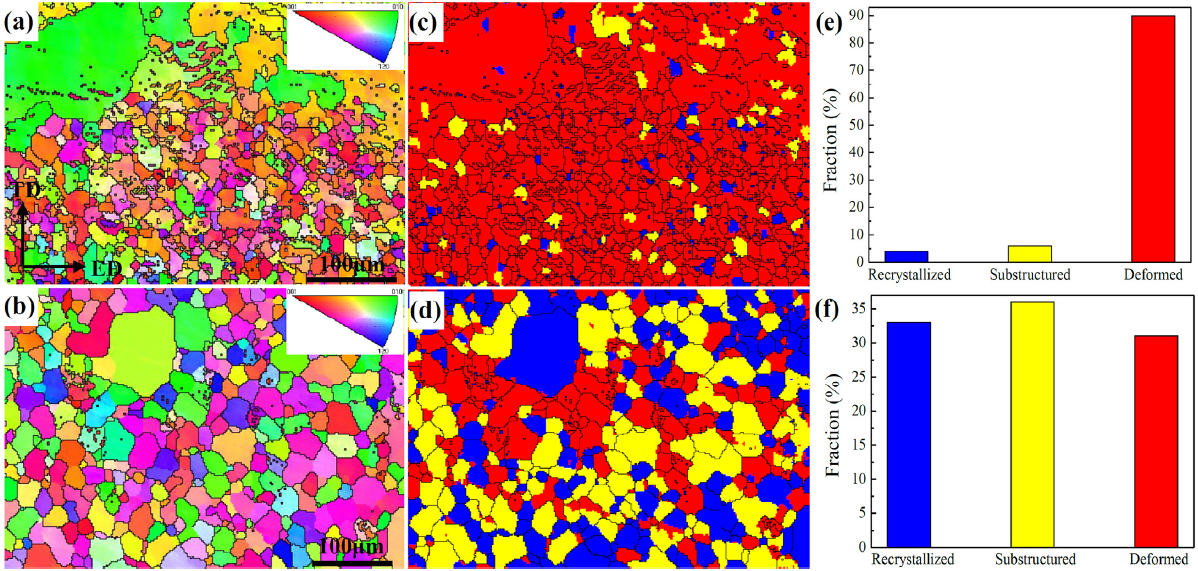
Fig. 4. EBSD results of the as-extruded alloys: (a) and (b) orientation maps, (c) and (d) recrystallized maps, (e) and (f) distribution of recrystallized fraction for Mg-4%Li and Mg-4%Li-6%Zn-1.2%Y samples, respectively.
Typical engineering stress-strain curves of the two alloys are shown in
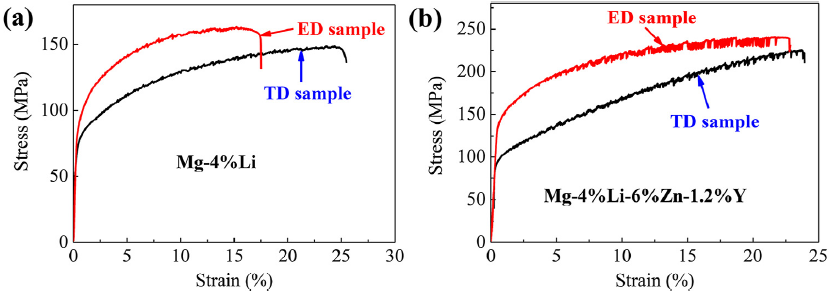
Fig. 6. Engineering stress-strain curves of as-extruded alloys: (a) Mg-4%Li and (b) Mg-4%Li-6%Zn-1.2%Y.
Table 2. Tensile properties of as-extruded Mg-4%Li and Mg-4%Li-6%Zn-1.2%Y alloys
To disclose the deformation mechanisms that occurred in differently oriented samples, the microstructure of side surfaces with a distance of about 1 mm from the fracture site was observed, as shown in
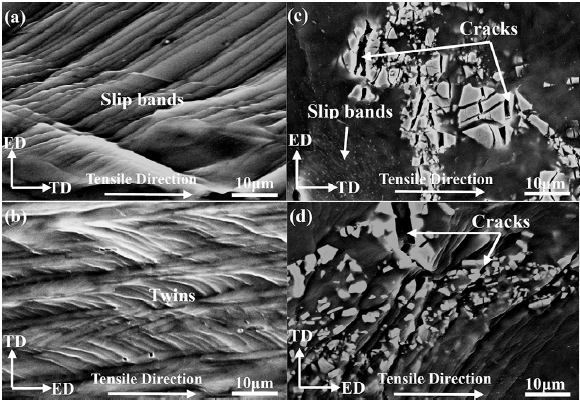
Fig. 7. Observations on the side surfaces of differently oriented samples: (a) TD and (b) ED samples cut from Mg-4%Li alloy, (c) TD and (d) ED samples cut from Mg-4%Li-6%Zn-1.2%Y alloy.
To further confirm the activation of twinning in different samples, the etched microstructure of the side surfaces was examined (
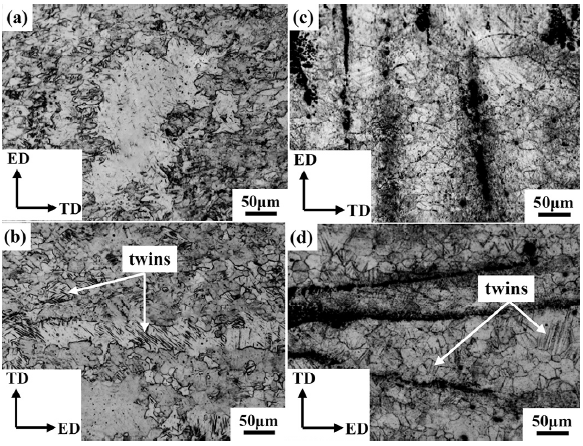
Fig. 8. Observations on the etched side surfaces of TD (a) and ED (b) samples cut from Mg-4%Li alloy, TD (c) and ED (d) samples cut from Mg-4%Li-6%Zn-1.2%Y alloy.
Generally, icosahedral phase (I-phase) exhibits many excellent properties such as high hardness, thermal stability, high corrosion resistance, low coefficient of friction, and low interfacial energy[28]. Since I-phase could have semi-coherent interfaces with the α-Mg matrix by introducing steps and ledges periodically along the interface[29], the I-phase/α-Mg interfaces could effectively retard the basal slip of dislocations[30]. Moreover, Bae et al. reported that the I-phase/α-Mg interfaces could exhibit strong thermal stability and effectively resist the microstructural coarsening at elevated temperatures[29,31]. Furthermore, the in-situ formation of I-phase in Mg-Li alloys can effectively improve their mechanical strength and plasticity[10,11,28]. During hot deformation process, I-phase particles could act as nucleation sites and stimulate the dynamic recrystallization[11]. Generally, large-sized particles (>1 µm) could promote nucleation, which was called “particle stimulated nucleation (PSN)”, but the small-sized or closely spaced particles (with the inter space being less than 0.1 µm) could retard the nucleation[32]. Similarly, Robson et al. reported that the fine dispersed nanoscale particles had little effect on the dynamic recrystallization fraction in magnesium-manganese alloys during the channel die deformation process[33]. Therefore, for the investigated Mg-4%Li-6%Zn-1.2%Y alloy, the effect of the existed nanoscale β1′ and β2′ precipitates on the dynamic recrystallization of the α-Mg matrix during hot extrusion could be neglected. Then, the weaker crystallographic texture in Mg-4%Li-6%Zn-1.2%Y alloy can be mainly attributed to the promoted recrystallization by the existed I-phase particles.
For a strong textured Mg alloy, Schmidt factor (
Serrated flow phenomena of differently oriented samples are observed in two alloys (
In terms of texture, Mg-4%Li-6%Zn-1.2%Y alloy presents similar characteristics to that of Mg-4%Li alloy. Moreover, the coarse I-phase particles preferentially distribute along the “ED” direction (
Through investigating the crystallographic texture and mechanical anisotropy of two Mg-4%Li based alloys, it demonstrates that the mechanical strength of as-extruded Mg-4%Li-6%Zn-1.2%Y alloy is much higher than that of Mg-4%Li alloy. Although the formation of I-phase can weaken the crystallographic texture, the strength anisotropy remains in Mg-4%Li-6%Zn-1.2%Y alloy. Since the cracking of I-phase particles in “TD” samples occurs and then accelerates the fracture process, the anisotropy in elongation for Mg-4%Li-6%Zn-1.2%Y alloy can be eliminated even the “TD” samples having a favorable orientation for the activation of basal and non-basal slips.
Acknowledgments:This work was supported by the National Natural Science Foundation of China projects under Nos. 51271183, 51171192 and 51301172, the National Basic Research Program of China (973 Program) project under Grant No. 2013CB632205, the National Key Research and Development Program of China project under Grant No. 2016YFB0301105. Shenzhen Technology Innovation Plan (CXZZ20140419114548507 and CXZZ20140731091722497), Shenzhen Basic Research Project (JCYJ20150529162228734) and the Innovation Fund of Institute of Metal Research (IMR), Chinese Academy of Sciences (CAS).
The authors have declared that no competing interests exist.

| Related articles: |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}