
 , S.V. Gnedenkov
, S.V. GnedenkovThe formation of protective multifunctional coatings on magnesium alloy MA8 using plasma electrolytic oxidation (PEO) in an electrolytic system containing nanosized particles of titanium nitride was investigated. Electrochemical and mechanical properties of the obtained layers were examined. It was established that microhardness of the coating with the nanoparticle concentration of 3 g l-1 increased twofold (4.2 ± 0.5 GPa), while wear resistance decreased (4.97 × 10-6 mm3 N-1 m-1), as compared to respective values for the PEO-coating formed in the electrolyte without nanoparticles (2.1 ± 0.3 GPa, 1.12 × 10-5 mm3 N-1 m-1).
Recently, the fields of industrial application of magnesium (Mg) alloys have been significantly extended [1-4]. Aerospace industry has been the main consumer of Mg alloys for quite a long time. However, during the last decades, a serious competition for the fuel consumption reduction has been developed in the automobile manufacture. In particular, one of the focuses here is the reduction of vehicle weight. The trend to further reduce automobile parts weight and assemblies forces designers to examine more thoroughly Mg alloys. Mg alloys can be easily produced through casting and mechanical processing, which allows manufacturing parts of complex shapes. As a result, in some cases Mg alloys are capable to replace aluminum and iron alloys from some parts and assemblies. Although engine parts, shock absorbers, and wheel disks made of Mg alloys are already used in presently manufactured vehicles, high corrosion rate and low wear resistance significantly limit their extensive application [5,6].
The main method of improving their corrosion and mechanical resistance of Mg alloys parts is deposition of protective lacquer-paint or galvanic coatings [7,8]. At the same time, it appears reasonable to apply plasma electrolytic oxidation (PEO) in order to eliminate main disadvantages of Mg alloys [9-12]. During PEO process, the working materials, e.g. Mg alloy parts, are treated by applying high voltages, in comparison with conventional anodisation. Plasma discharges occur on the electrode surface at the critical values of the electric field strength (up to 1-10 MV cm-1). The temperature and pressure inside the discharge channel attain up to 10,000 °C and 100 MPa, respectively. During PEO process, an intensive ion and electric transfer is realized. This process promotes the electrochemical and plasma-chemical synthesis of coating materials with electrolyte components [13,14]. After discharge attenuation, a sharp cooling of melt down to the electrolyte temperature is realized. This process affects the physicochemical properties of the formed surface layers [15,16]. The above method enables one to obtain protective coatings on different metals and alloys without requiring thorough surface preparation prior to treatment, and forms anticorrosion and wear-resistant surface layers with high adhesion to substrates [17,25].
One of the advantages of PEO method is the possibility of modifying the obtained coating properties through variation of processing conditions and electrolyte composition, also by embedding various organic and inorganic nanoparticles [26-29]. Nanosized particles enable one to dramatically modify the properties of such coatings or to impart them with new features. Application of this method can yield anticorrosion, antifriction, magnetoactive, catalytic, and other types of coatings, thus significantly extend the fields of application of the treated alloys [30-36].
Addition of nano-alumina into the electrolyte for PEO (micro-arc oxidation) [37] results in improvement of mechanical and corrosion properties of the formed coatings. Microhardness of the coatings containing nanoparticles increases almost twofold as compared to those without nanoparticles. Here, the corrosion current density decreases 7-fold. Use of cerium oxide nanoparticles is possible to increase the protective function of the PEO coatings [38]. Corrosion current density for these layers decreases by 2 orders of magnitude. One of the fields where the PEO-coatings with modified nanoparticles can be applied is biomedicine. Incorporation of silver nanoparticles into the surface layers imposes an antibacterial effect [39]. Bioactive coatings can be produced by oxidation using hydroxyapatite particles as electrolyte additives [40]. The presence of hydroxyapatite particles on the surface increases bone regeneration and enhances adhesion of bone tissue to the implant. However, using of titanium nitride nanoparticles as a component of electrolyte for PEO are not reflected in the scientific literature. Titanium nitride is actively and extensively used in formation of protective coatings on metals and alloys by different methods, such as plasma or magnetron sputtering deposition and physical vapor deposition [41-44].
The present work aims to study the properties of PEO coatings on Mg alloy MA8 obtained in a silicate-fluoride electrolyte with addition of titanium nitride (TiN) nanoparticles. This compound was characterized with hardness, chemical stability, and high melting point (2930 °C). PEO coating modification by such nanoparticles can result in a substantial improvement of the material protective properties.
Rectangular plates of Mg alloy МА8 (1.5 wt%Mn, 0.15 wt%Ce, Mg balance) with dimensions of 15 mm × 20 mm × 2 mm were used for the present study. Prior to oxidation, surface conditions of all specimens were standardized through mechanical treatment by grinding papers of different grain sizes (600, 800, and 1200), washing with distilled water, and degreasing by alcohol.
Based on our previous study [21], an electrolyte containing sodium fluoride (5 g l-1) and silicate (15 g l-1) was selected for PEO treatment in the present work. Titanium nitride nanopowder (CAS 25583-20-4) with a mean particle size of 20 nm produced by ABCR GmbH company (Germany) was introduced into the electrolyte to produce composite coatings. PEO coatings on Mg alloy MA8 were formed in the working electrolytes containing varying concentration of titanium nitride particles from 1, 2, 3, to 4 g l-1, respectively. During the PEO coating growth, 0.5 g l-1 of an anionic surfactant (sodium dodecylsulfate) was used to stabilize the dispersed system for the maximum embedding of particles into the coatings. Conductivity of the electrolytes (15-16 mS cm-1) over the entire concentration range (0-4 g l-1) was measured by a HI 255 Hanna Instruments conductometer.
The coating process was carried out using a plasma electrolytic oxidation device equipped with a conventional reversible thyristor rectifier as power supply [21]. The frequency of polarizing pulses was 300 Hz and the duty cycle was 50%. All samples were treated in a two-stage bipolar PEO-mode. At the first stage, the anodic component was set galvanostatically at a current density of 0.5 А cm-2; and the cathodic phase was set potentiostatically at -30 V. The duration of the first PEO-stage was 200 s. The anodic voltage attained 300 V at this stage. During the second stage for 600 s the anodic component was reduced potentiodynamically from 300 to 200 V, and the cathodic one was changed from -30 to -10 V.
Electron micrographs of sample surfaces were obtained using a Carl Zeiss EVO 40 electron microscope (Carl Zeiss, Germany). Elemental composition of surface layers was determined by energy dispersive spectroscopy (EDS) using an INCA x-act energy-dispersive analyzer (Oxford Instruments, USA).
Coatings porosity was determined by analyzing SEM images obtained at the same magnification using the
To provide qualitative and quantitative estimation of the intensity of the embedded nanoparticles in the samples, the samples were studied after the PEO treatment. X-ray diffraction (XRD) analysis of surface layers was carried out using a D8 Advance X-ray diffractometer with Cu
Electrochemical properties of the surface layers formed on Mg alloy MA8 were studied through potentiodynamic polarization and electrochemical impedance spectroscopy (EIS). Measurements were performed using a VersaSTAT MC device (Princeton Applied Research, USA). 3% aqueous solution of NaCl was used as electrolyte. Working area was set as 1 cm2. To attain the electrochemical equilibrium, samples were stabilized in the electrolyte for 30 min. To perform EIS measurements, a sinusoidal signal with a 10 mV (rms) amplitude was used. Spectra were recorded at an open circuit potential in the range of 0.02 Hz-1 M Hz in logarithmic sweep 10 points per decade. During the EIS measurements, the free corrosion potential was stabilized potentiostatically (steady state conditions). The sweep rate of potentiodynamic measurements was equal to 1 mV s-1. Samples were polarized in anodic direction from the potential of
Levenberg-Marquardt (LEV) method was used to fit the measured polarization curves (i.e. values of potential,
$$I=I_c(10^{\frac{E-E_c}{\beta_a}}+10^{-\frac{(E-E_c)}{\beta_c}})\ \ (1)$$
where
Polarization resistance (
Mechanical property tests, in particular, determination of microhardness and elasticity modulus of the coatings materials were carried out using a DUH-W201 dynamic ultramicrohardness tester (Shimadzu, Japan). Measurements of the universal microhardness (
Tribological tests were performed using a Tribometer (CSM Instruments, Switzerland) in accordance with the ‘ball-on-plate’ scheme. A ball of a diameter of 10 mm made of silicon nitride was used as counterbody. All the studies were carried out under dry friction and ambient conditions (25 °С and relative humidity of 50%). A normal load (
Adhesion properties of surface layers were studied by scratch testing, using a Revetest Scratch Tester (CSM Instruments, Switzerland). The experiments were carried out at a preset track length of 5 mm selected empirically and an even load increase from 1 up to 30 N at a rate of 10 N min-1. For scratch testing, a Rockwell diamond indenter was used. The following parameters were determined for each type of coatings:
All experiments were carried out at least on 4 samples. The collected data for each parameter were processed statistically and presented in text as average mean ± standard deviation.
The external appearance of surface layers obtained in electrolytes containing titanium nitride nanoparticles is substantially different from that of the PEO-layer formed in the silicate-fluoride electrolyte without nanoparticles (base electrolyte). The color of coating formed in the base electrolyte is light beige (

Fig. 1. Optical images of Mg alloy MA8 samples with PEO coatings formed in silicate-fluoride electrolyte without (a) and with TiN nanoparticle concentrations of 1 g l-1 (b), 2 g l-1 (c), 3 g l-1 (d) and 4 g l-1 (e).
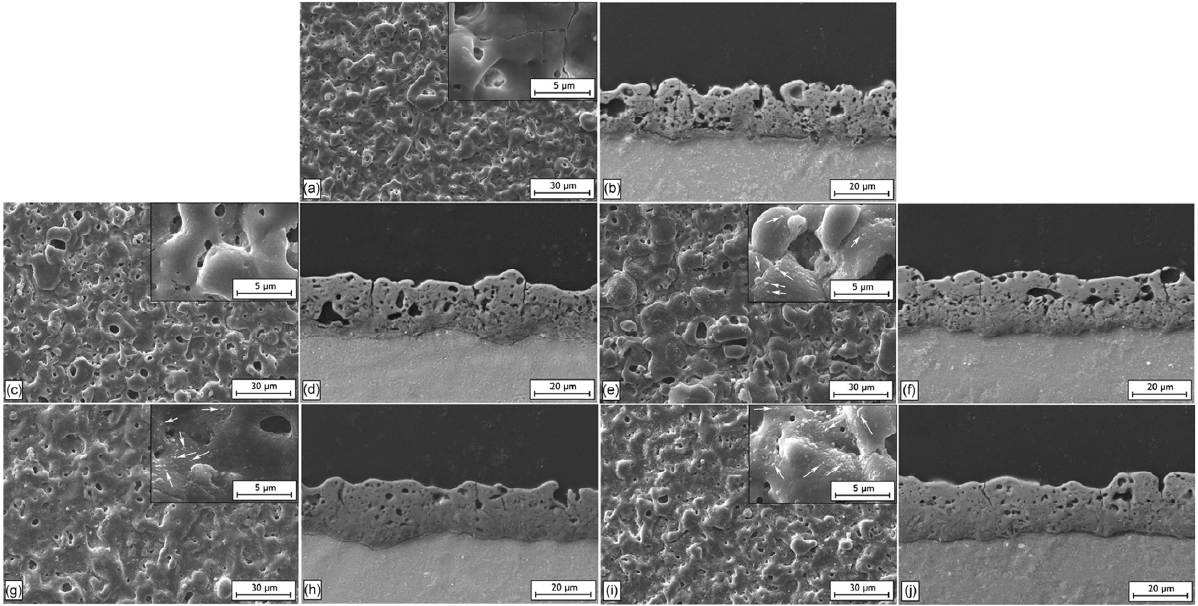
Fig. 2. SEM images of surfaces (a, c, e, g, i) and cross-sections (b, d, f, h, j) of coatings obtained in silicate-fluoride electrolyte without (a, b) and with TiN nanoparticle concentration of 1 g l-1 (c, d), 2 g l-1 (e, f), 3 g l-1 (g, h) and 4 g l-1 (i, j) (The arrows show the particle agglomerates on the coating surface).
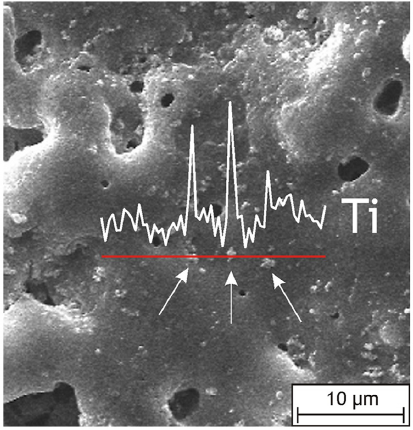
Fig. 3. EDS analysis of coating surface. (The upper line (white) shows the distribution of titanium throughout the line scan (red); data are presented for coating formed in electrolyte with 4 g l-1 of TiN particles.).
The analysis performed using the
Table 1 Porosity and roughness of PEO coatings in silicate-fluroide electrolytes with different concentrations of TiN nanoparticles.
The increase in the nanoparticle concentration in electrolyte yields a decrease in average pore size (
According to the X-ray diffraction analysis data (
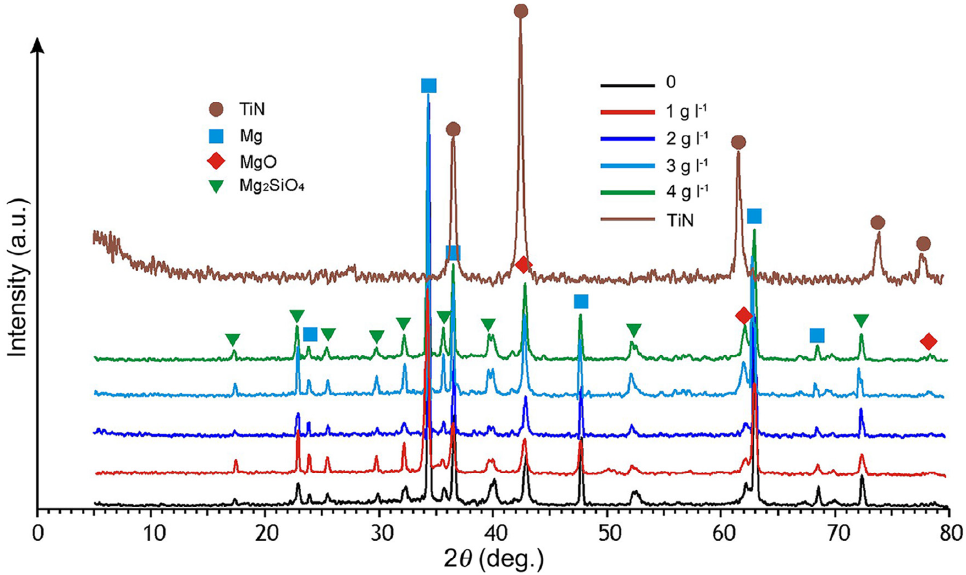
Fig. 4. XRD spectra of TiN powder and PEO coatings obtained in silicate-fluoride electrolyte without and with different concentrations of TiN nanoparticles.
Element analysis of the coatings surface (
Table 2 Element compositions (wt%) of PEO coatings in silicate-fluroide electrolytes with different concentrations of TiN nanoparticles.
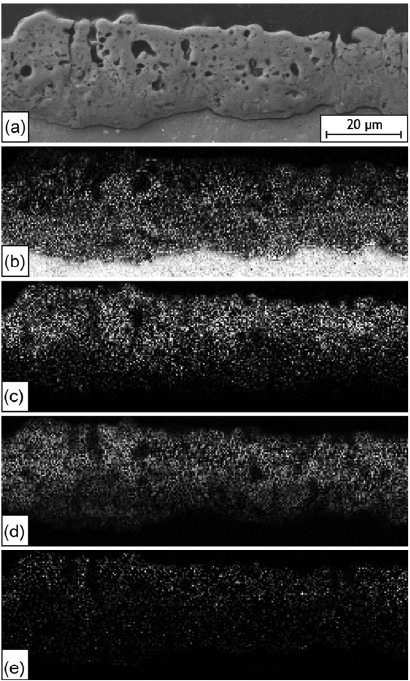
Fig. 5. Cross-sectional SEM image of PEO coating in silicate-fluoride electrolyte with 4 g l-1 TiN nanoparticles and EDS elemental map for Mg (b), Si (c), O (d), Тi (e).
Polarization curves (
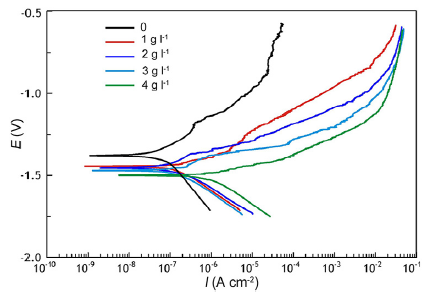
Fig. 6. Polarization curves of PEO coating on Mg alloy MA8 in 3% NaCl formed in silicate-fluoride electrolyte without and with different concentrations of TiN nanoparticles.
Table 3 Corrosion characteristics of PEO coating on Mg alloy MA8 in silicate-fluroide electrolytes with different concentrations of TiN nanoparticles.
In the EIS spectra all the samples (
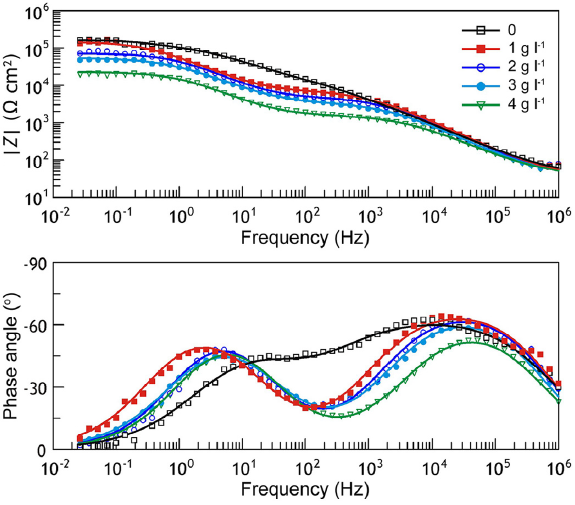
Fig. 7. Bode diagrams of PEO coatings on Mg alloy MA8 in silicate-fluoride electrolyte without and with different concentrations of TiN nanoparticles. (Symbols are the experimental data, while the solid lines are fitting curves).
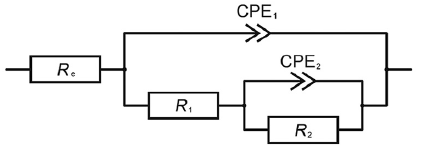
Fig. 8. Equivalent electric circuit used for simulation of charge transfer process at Mg alloy with coating/electrolyte interface, according to the experimental impedance spectra data.
CPE impedance is described by the following equation:
$$Z_{CPE}=\frac{1}{Q(j\omega)^n}\ \ (2)$$
where
The element of the equivalent electric circuit (
Table 4
Calculated parameters of equivalent electric circuit elements (
According to the SEM micrographs (
As follows from the analysis of results obtained by the method of dynamic microhardness measurement (
Table 5 Microhardness and elasticity modulus of PEO coatings formed on magnesium alloy МА8 with different concentrations of TiN nanoparticles.
The external appearance of the scratch made to reveal the mechanism of the coating destruction is shown in
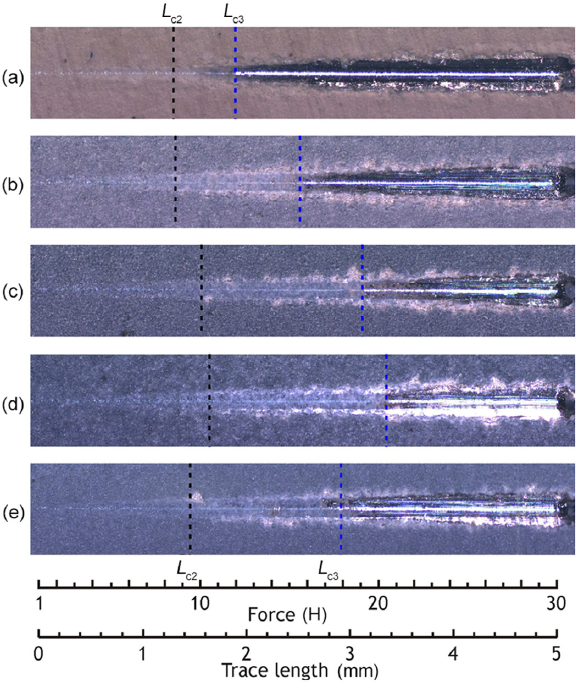
Fig. 9. External appearances of scratch for PEO coatings on Mg alloy MA8 in silicate-fluoride electrolyte without (a) and with TiN nanoparticle concentrations of 1 g l-1 (b), 2 g l-1 (c), 3 g l-1 (d) and 4 g l-1 (e).
Table 6 Critical loads of PEO coatings determined by scratch testing.
Fig. 10 shows the data of tribological tests as dependence of the friction coefficient (μ) on the number of cycles. In general, one observes the preservation of the trend of a positive effect of titanium nitride nanoparticles incorporated into coatings on their mechanical properties (
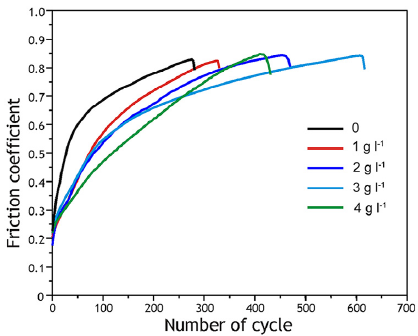
Fig. 10. Dependence of friction coefficient on number of cycles for PEO coating on Mg alloy MA8 in silicate-fluoride electrolyte without and with different concentrations of TiN nanoparticles.e
Table 7 Tribological properties of PEO coatings with different concentrations of TiN nanoparticles.
Coatings morphology and elemental composition of samples were analysed by SEM and EDS methods, respectively, before and after the tribological test. According to the obtained results, the changes of the chemical composition in the wear zone were not identified. XRD studies did not provide additional information as well.
PEO coatings containing titanium nanoparticles had better mechanical characteristics in comparison to the surface layers produced without nanoparticles. It was established that titanium nitride is contained in the coating proportionally to its content in the electrolyte used in the PEO process. TiN nanoparticles are homogeneously distributed over the coatings and fill their pores. It was demonstrated that the best microhardness and wearproof are associated with the coatings formed in the electrolyte with a TiN concentration about 2-3 g l-1. In comparison with the PEO coating formed in the base electrolyte, microhardenss of the coating with nanoparticles increases almost twofold, while its wear resistance decreases. Incorporation of titanium nitride into PEO coatings results in a decrease in their polarization resistance proportionally to the particles content, which is attributed to the high conductivity of titanium nitride particles. At the same time, the coating containing conducting nanoparticles realizes protective functions through the decrease in corrosion current and the increase in polarization resistance (almost two orders of magnitude), in comparison with the Mg alloy without coating.
Acknowledgements:The work was financially supported by the Russian Science Foundation (Project No. 14-33-00009) and the Russian Federation Government (Federal Agency of Scientific Organizations).
The authors have declared that no competing interests exist.

| Related articles: |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}