Search for articles:
Copyright: 2017 Editorial board of Acta Metallurgica Sinica(English Letters) Copyright reserved, Editorial board of Acta Metallurgica Sinica(English Letters)
More
Abstract
A series of tensile tests, Charpy impact tests, optical microscopy observations, and field emission-scanning electron microscopy examinations, were carried out to investigate the mechanical properties and microstructural evolution of 20Cr32Ni1Nb steel. Experimental results indicate that the as-cast microstructure of the steel typically consists of a supersaturated solid solution of austenite matrix with a network of interdendritic primary carbides (NbC and M23C6). In the ex-service samples, large amounts of secondary carbides precipitate within austenite matrix. Besides the growth and coarsening of NbC and M23C6 carbides during service condition, the Ni-Nbsilicides known as G-phase (Ni16Nb6Si7) are formed at the interdendritic boundaries. The microstructural evolution results in the degradation of the mechanical properties of the ex-service steel. In addition, the precipitate rate of G-phase, depending in part on Si content, varies greatly for the 20Cr32Ni1Nb steel, which plays a key role in the long-term microstructural stability of the steel. Based on the X-ray diffraction data, time-temperature-transformation curve for the steel is obtained from the aged specimens.
Keywords:
Steam reform furnaces are extensively used in the petrochemical plants for producing hydrogen and carbon monoxide from supply feed of methane and hydrocarbon. The syngas in the reform tubes is collected in large outlet manifold components for the subsequent synthesis into the basic chemical material in industries, such as ammonia, methanol, and ethylene. These manifolds typically exposed to temperature between 760 and 890 °C, and the internal pressure between 2 and 4 MPa are designed for a nominal life of 100,000 h [1, 2]. However, due to the severe service condition, such as high temperature and the aggressive chemical environment, the microstructure of the material is subjected to degradation during long-term thermal exposure, and their actual service life may vary from 30,000 to 180,000 h [3, 4, 5, 6]. Traditionally, outlet manifold components are fabricated by wrought alloy 800 or its derivatives (alloy 800H, alloy 800HT). In the past decades, owing to the good mechanical properties, creep resistance, and corrosion resistance, 20Cr32Ni1Nb steel has been developed for manifold components as a more economical alternative [7, 8].
In the first part of this investigation, owing to the combination of overheating and high hoop stress, the failure analysis of the outlet manifold components fabricated by 20Cr32Ni1Nb steel was reported [9]. However, the most significant features of the microstructural evolution of 20Cr32Ni1Nb steel during working condition are the transformation of Nb-rich carbide into the Ni-Nb silicide, which is attributed to the high-temperature instability of NbC in the niobium-containing castings [10, 11, 12]. Recently, this Ni-Nb silicide has been identified as G-phase by transmission electron microscopy (TEM) observation [13]. Some studies have shown that metallurgical degradation, especially the precipitate of G-phase during the service condition, may be responsible for the in-service embrittlement in 20Cr32Ni1Nb steel [10, 14]. Previous studies on some materials have revealed that formation time of G-phase depends on the different Nb/C ratios and Si contents [15, 16]. As is well known, the precipitation of G-phase during operating temperature plays a significant role in the long-term microstructural stability of 20Cr32Ni1Nb steel. However, to the author’s knowledge, the precipitate behavior of G-phase in 20Cr32Ni1Nb steel at different temperatures has not been reported in the literature. So far only limited amounts of investigations have been concentrated on the correlations between the microstructural evolution and the mechanical properties during service exposure.
In this study, a series of tensile tests and Charpy impact tests were carried out to investigate the mechanical properties of 20Cr32Ni1Nb steel. The microstructural features were analyzed in both as-cast and ex-service conditions using optical microscopy (OM), field emission-scanning electron microscopy (FE-SEM), and X-ray diffraction (XRD). In addition, time-temperature-transformation (TTT) diagram of the steel was also determined by X-ray diffraction. On the basis of the comparison of two types of the ex-service steels, the effect of Si content on the microstructural evolution and mechanical properties was discussed.
The three materials investigated in this study are centrifugally cast heat-resistant austenitic stainless steel 20Cr32Ni1Nb alloy, which is covered by ASME Standard A351-2010 where it is described as steel CT15C. One steel is in the as-cast condition, and the other two steels had been in service for about 1.5 and 5 years at service temperature of approximately 890 °C, which are conventionally labeled as Ex01 and Ex02 in this study for convenience sake. The operating parameters and service history of the manifold components can be found in Ref. [6]. The out diameter and wall thickness of the steels are 212 and 31 mm, respectively. The chemical compositions of the as-cast and ex-service steels are shown in Table 1, where the nominal chemical composition of ASTM A351 Grade CT15C is also present as a comparison. A series of tensile tests and Charpy impact tests were performed in the as-cast and ex-service 20Cr32Ni1Nb steels. Flat dog-bone-shaped tensile specimens with 25 mm in the gauge length, 6 mm in gauge width, and 3 mm in gauge thickness were tested, and the scale of the full-size specimens for the Charpy impact tests was 10 mm × 10 mm × 55 mm containing a 2-mm-long 45° V-notch with a root radius of 0.25 mm. The surface of the specimen was polished to the roughness of 0.4 μm before the experiments. All the tensile tests were performed at room temperature at the same parameter of strain rate on an Instron 5869 vertical tensile machine. During the tests, 0.2% proof stress (σys) was measured when the specimens were pulled to the strain level of 0.5% in the first phase controlled by strain mode. This initial strain rate was 5 × 10-5 s-1. In the second phase, these specimens controlled by displacement mode were pulled up to fracture to determine the ultimate tensile strength (σult), the elongation (δ), and reduction in area (Φf). Charpy impact tests were tested by BG-300 high-temperature impact machine. The values of the tensile tests and Charpy impact tests were presented by averaging three measurements.
Table 1 Chemical compositions (mass%) of the as-cast and ex-service 20Cr32Ni1Nb steels
| Material | C | Cr | Ni | Nb | Si | Mn | Fe |
|---|---|---|---|---|---|---|---|
| As-cast | 0.062 | 20.88 | 31.34 | 0.93 | 1.13 | 0.94 | Bal. |
| Ex01 | 0.097 | 20.36 | 31.72 | 1.14 | 0.79 | 0.80 | Bal. |
| Ex02 | 0.85 | 20.37 | 32.29 | 0.94 | 0.59 | 0.76 | Bal. |
| CT15C | 0.05-0.15 | 19.0-21.0 | 31.0-41.0 | 0.5-1.5 | 0.5-1.5 | 0.15-1.5 | Bal. |
A series of isothermal aging treatments were performed for 1-24 h in the temperature range of 800-1100 °C. In order to identify the precipitates in the as-cast and ex-service 20Cr32Ni1Nb steels, and detect the phases in the aged specimens, the precipitates were extracted from the matrix using Piekarski’s method [17]. The electrolyte was a mix solution of 5% hydrochloric acid and 5 × 10-3 g/cm3 of citric acid. The electrolysis current density was 5 mA/cm2, and the electrolysis time was 18 h. Then, the extracted residues were identified using RigakuSmartLab diffractometer with a CuKα (λ = 0.154056 nm) at 40 kV and 30 mA from 30° to 60° with a step size of 0.02°.
The microstructures of the as-cast and ex-service 20Cr32Ni1Nb steels were investigated by optical microscopy (OM) and field emission-scanning electron microscopy (FE-SEM). Element chemical analysis was carried out using energy-dispersive spectrometer (EDS). Each datum presented in the paper was averaged from ten particles. The specimens for OM observations and SEM examinations were prepared by standard metallographic methods, such as cutting, grinding, and polishing, and then the samples were performed after electrolytic etching at 3 V for 10 s using saturated oxalic acid solution.
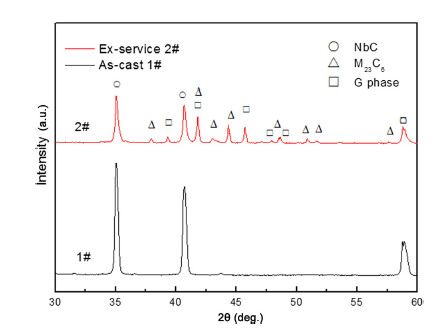
XRD patterns of extracted powder of the as-cast 20Cr32Ni1Nb steel and the sample Ex01 are shown in Fig. 1. In the as-cast condition, the main precipitates are niobium carbides (NbC) and chromium carbides (M23C6). Compared with the virgin material, diffraction peak intensity of the nickel niobium silicide shown on the X-ray spectrum increases substantially in the ex-service steel. It indicates the presence of the precipitates of nickel niobium silicide in addition to the niobium and chromium carbides in the as-cast material. Recently, this nickel niobium silicide has been exclusively identified as G-phase (Ni16Nb6Si7) using TEM observation [13]. This result is similar to the present investigation.
Fig. 1 XRD patterns of extracted precipitates in the as-cast 20Cr32Ni1Nb steel and the sample Ex01
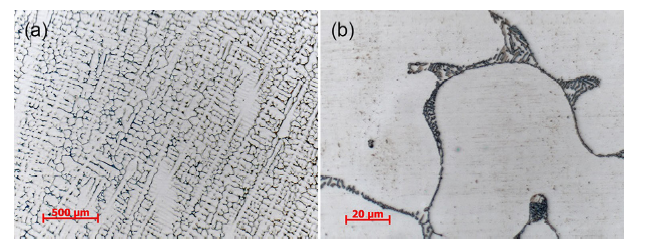
Figure 2 presents OM images of the initial state of 20Cr32Ni1Nb steel. It can be noticed from Fig. 2 that the as-cast microstructure of 20Cr32Ni1Nb steel typically consists of a supersaturated solid solution of austenite matrix with a network of interdendritic primary carbides. As previous analysis, the main precipitates are niobium-rich carbides (NbC) and chromium-rich carbides (M23C6). Figure 3 exhibits the representative SEM micrograph of the as-cast 20Cr32Ni1Nb steel. It can be seen from Fig. 3a that there are two types of carbides distributed mainly on the ternary grain boundaries and interdendritic areas. Element chemical analysis by EDS indicates that the dark precipitate has high chromium, while the bright phase is highly rich in niobium, as shown in Fig. 3b and c. This result is also obtained by Hoffman [12], Chen [13], and Dewar [11]. In the as-cast condition, these carbides have a lamellar and skeletal shape, and the sizes of the carbides are quite small.
Fig. 2 Optical microstructures of the as-cast 20Cr32Ni1Nb steel at different magnifications
Fig. 3 Typical back-scattered electron (BSE)-SEM images of 20Cr32Ni1Nb steel in the as-cast condition: adark contrast corresponds to M23C6 and bright contrast to NbC carbides; b, c are the typical EDS analyses of M23C6 and NbC
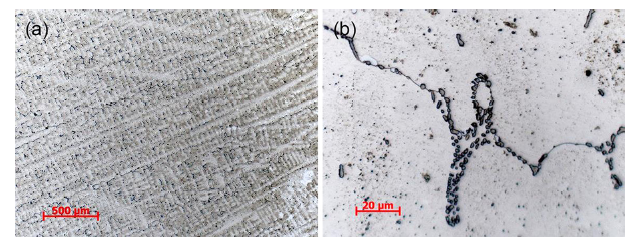
The optical microstructures of the ex-service 20Cr32Ni1Nb steels are shown in Figs. 4 and 5. Compared with the virgin material, although the austenite matrix remains, the microstructural changes concerning the type, morphology, and the distribution of the precipitates take place. It can be seen from Fig. 4 that large amounts of secondary carbides precipitate within austenite matrix. In the sample Ex01, the number and density of secondary carbides are quite high. EDS analysis shows that the precipitates contain chromium. This result suggests that the secondary carbide precipitated within austenite matrix is M23C6. Compared with the sample Ex01, the population of the secondary carbide within austenite matrix in the specimen Ex02 decreases significantly, but the size of the secondary carbide is much larger. This result indicates that the growth and coarsening of the secondary carbide occur when the service time is prolonged from the sample Ex01 to Ex02. There is always a tendency for the precipitates to coarsen during the service condition to reduce surface energy, so the secondary carbide dissolves into the matrix and redeposits onto the larger one. Additionally, high-temperature service exposure also results in the agglomeration and coarsening of the particles at the dendrite boundaries. Note from Fig. 4b that the lamellar-shaped carbides from the as-cast structure have gradually coarsened into the block-shaped structure. When the service time is prolonged to the sample Ex02, the primary carbides coarsen seriously. The lamellar-shaped carbides in the as-cast material have almost disappeared and transformed into the spheroidal particles, as shown in Fig. 5b.
Fig. 4 Optical microstructures of the specimen Ex01 at different magnifications
Fig. 5 Optical microstructures of the specimen Ex02 at different magnifications
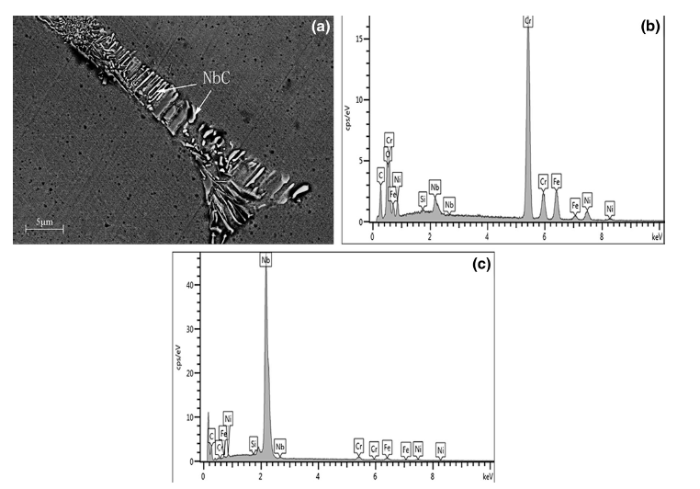
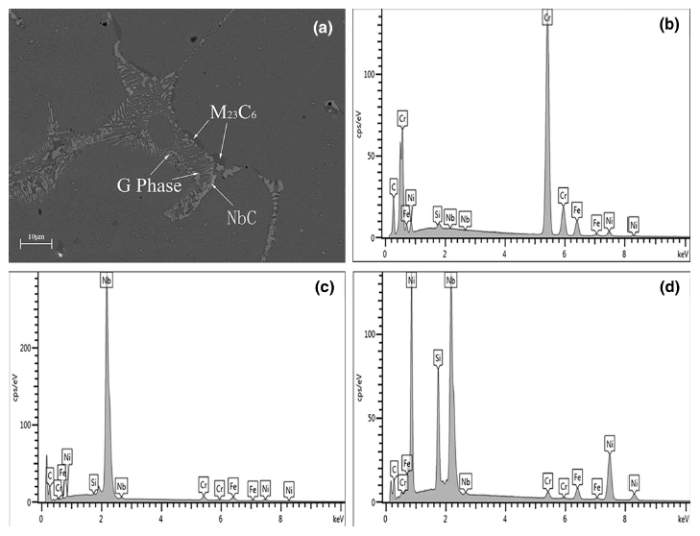
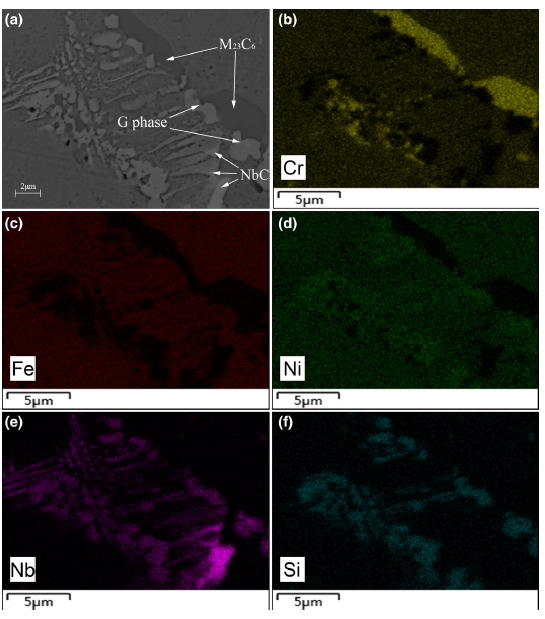
In order to investigate the types, morphology, size, and distribution of the precipitates in the ex-service steel, back-scattered electron (BSE) image of SEM is used in this study. Figure 6a exhibits the representative SEM micrograph of the sample Ex01. It reveals that there are three types of precipitates located at interdendritic boundaries, which exhibit bright, gray and dark contrasts. EDS analysis indicates that the dark precipitate has high chromium, while the bright phase is highly rich in niobium, as shown in Fig. 6b and c. In addition, the gray phase contains nickel, niobium and silicon, as shown in Fig. 6d. Based on the XRD analysis above, the bright, dark, and gray phases are identified as NbC, M23C6, and G-phase, respectively. This result is consistent with Chen’s research [13]. In order to investigate the element distribution of the intra- and interdendritic precipitates in the sample Ex01, SEM elemental mapping technique is used to differentiate various elements by different colors. As indicated in Fig. 7a, three types of precipitates are detected. Moreover, compared with the as-cast material, the number and density of NbC carbides decrease dramatically, while large amounts of G-phase precipitate in the ex-service condition. This result indicates that the thermodynamic stability of G-phase is higher than that of NbC carbide during service condition. Recently, several investigations have revealed that G-phase is formed at the expense of NbC during service condition, because the chemical composition of NbC is similar to that of G-phase [10, 12, 14]. In this study, it can be seen from the sample Ex01 that the lamellar-shaped NbC carbides have almost disappeared, while a great number of G-phases located at the periphery of the interdendriticNbC particles are formed during the service condition. This phenomenon is also observed by Shi [10], Knowles et al. [14]. It suggests that the niobium carbide may transform into G-phase during service condition. Because G-phase is rich in Ni-Nb silicide and does not contain carbon, the transformation of NbC into G-phase tends to release a large amount of carbons into the austenitic matrix and creates a relatively high concentration of carbon at dendrite boundary. This released carbon is likely to be combined with chromium and favors the formation of M23C6. So M23C6 often nucleates and grows at these interdendrite regions adjacent to NbC and G-phase, as shown in Fig. 7a. This result is also reported by Shi et al. [10].
Fig. 6 Back-scattered electron (BSE)-SEM images of the sample Ex01: aa typical casting microstructure; b EDS analysis of Cr-rich M23C6; cNb-rich NbC; d G-phase
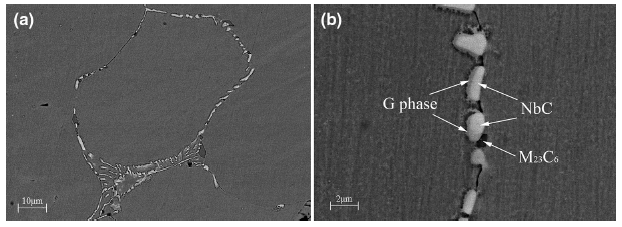
Figure 8 presents the representative SEM micrographs of the sample Ex02 at different magnifications. Compared with the microstructure of the sample Ex01, it is visible from Fig. 8a that the precipitates at the dendrite boundaries coarsen seriously. In this specimen, the precipitates at dendrite boundaries have coarsened and dissolved into discontinuous block isolated particles. It is evident that the number and density of the precipitates decrease sharply. Moreover, it can be observed from high magnification SEM image that the interdendriticNbC carbides are surrounded by G-phase, as exhibited in Fig. 8b. It indicates that some NbC carbides are replaced by G-phase along the dendrite boundaries during service condition. However, compared with the sample Ex01, it is worth noting that only a small amount of NbC carbides transform into G-phase in the sample Ex02. Just as analyzed above, because the thermodynamic stability of G-phase is higher than that of NbC carbide during service exposure, NbC carbides tend to transform into G-phase during service condition. With the service time prolonged from the sample Ex01 to Ex02, the interdendriticNbC carbides should continuously transform into G-phase. So the content of G-phase in the sample Ex02 should be higher than that in the sample Ex01. However, in the present study, it can be observed that NbC carbides have almost transformed into G-phase in the sample Ex01, while only a small part of NbC carbides have been replaced by G-phase in the sample Ex02. This opposite phenomenon may be due to the different contents of Si in these two types of ex-service steels. In the sample Ex02, Table 1 shows that the content of Si is only 0.59%. Because the content of Si is limited in the sample Ex02 and the diffusion rate of Si is much lower than that of C, NbC carbides do not completely transform into G-phase after long-term service exposure, compared with the sample Ex01. This result is in agreement with Hoffman’s study [18]. In his investigation, Hoffman has proved the slight chemistry modifications by a reduction of Nb/C ratio, and Si content together with an addition of Mn in 20Cr32Ni1Nb steel can inhibit the formation of G-phase after aging at 800 °C up to 10,000 h [18]. Figure 8b shows that M23C6 carbide is also formed at the interdendritic regions, which is adjacent to NbC carbide and G-phase.
Fig. 7 Precipitates in the specimen Ex01 detected using SEM elemental mapping technique
Fig. 8 Back-scattered electron (BSE)-SEM images of the sample Ex02 at different magnifications
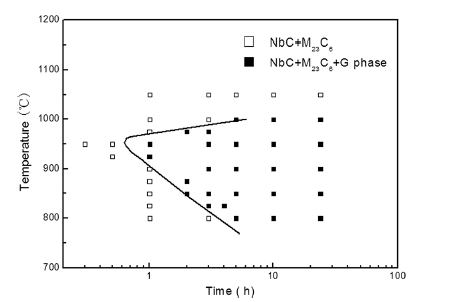
Figure 9 presents the time-temperature-transformation (TTT) curve for 20Cr32Ni1Nb steel determined by X-ray diffraction data, and the representative XRD patterns of extracted residues in 20Cr32Ni1Nb steel during aging at 900 °C are shown in Fig. 10a. Because all the data in the TTT curve are obtained from the aged specimens, it indicates that the effect of stress on the transformation of NbC into G-phase is not considered in this study. It can be observed from Fig. 9 that the nose temperature of G-phase formation in 20Cr32Ni1Nb steel is about 950 °C, and the formation time at 950 °C is no more than 1 h. This result is similar to Ecob’s investigation [15]. Additionally, when the aging temperature is lower than 950 °C, G-phase formation time increases continuously with the consecutive decrease in the aging temperature. Figure 9 shows that G-phase can be detected after aging at 800 °C for 5 h. When the aging temperature is higher than 950 °C, G-phase formation time increases substantially with the increase in the aging temperature. Moreover, after aging at 1025 °C, G-phase is not detected in the aged material, and NbC and M23C6 are the only carbides precipitated in the steel, as shown in Fig. 10b. This result indicates that G-phase may be only stable below 1000 °C. Recently, some investigations have shown that G-phase can be dissolved by solution annealing in excess of 1100 °C [11, 14, 19]. This result is consistent with the present investigation.
Fig. 9 Time-temperature-transformation diagram of 20Cr32Ni1Nb steel determined from X-ray diffraction data
Fig. 10 Representative XRD patterns of extracted residues in the 20Cr32Ni1Nb steel after aging at: a 900 °C; b 1025 °C
Many studies also have reported that element contents, especially silicon and niobium, have a significant effect on the formation of G-phase [10, 16, 17, 20, 21]. The investigation by Ibañez et al. [16] has revealed that the time to reach the nose of the transformation curve decreases with the increase in Si content. Additionally, not only the Si content in the steel but also the Nb content can impact on the G-phase formation. In order to ensure that all the carbon is tied up as niobium carbides, the niobium-to-carbon (Nb/C) ratio is set to a minimum of 7.7 in some studies [10, 11, 18]. In the present study, the rapid formation of G-phase is directly dependent on the Si and Nb contents in the 20Cr32Ni1Nb steel, and it is apparent that different Si and Nb contents in the steel can result in the various G-phase formation times.
Figure 11 exhibits Charpy impact toughness values of the ex-service 20Cr32Ni1Nb steel at different temperatures, where the values of the as-cast steel are also presented as a comparison. Figure 11 shows that in the initial state of the sample, the impact value reaches 86 J/cm2 at room temperature. However, the impact value of the sample Ex01 is less than 10 J/cm2 indicating that severe in-service embrittlement takes place at room temperature. This result is in agreement with Knowles’ study [14]. In addition, the value of the sample Ex02 is about 50 J/cm2 at room temperature, which is much larger than that of the sample Ex01. Based on the microstructure analysis above, these different values of the ex-service steels can be associated with the various contents of G-phase in the two materials. Compared with the sample Ex02, large amounts of G-phases in the sample Ex01 contribute to the loss of ductility. Additionally, of the Charpy impact tests were carried out in the whole temperature range of 20-890 °C to investigate the influence of temperature on the variation of the impact values, and to demonstrate the embrittlement of the ex-service 20Cr32Ni1Nb steel at elevated temperatures. As shown in Fig. 11, in the whole temperature range, the impact values increase continuously with the increase of the temperature. At 890 °C, the impact value of the specimen Ex01 is about 30 J/cm2, which is less than that of the as-cast specimen. It indicates that the loss of ductility also occurs at service temperature.
Fig. 11 Charpy impact toughness values of the as-cast and ex-service 20Cr32Ni1Nb steels at different temperatures
The tensile properties of the as-cast and ex-service 20Cr32Ni1Nb steels in air are listed in Table 2, where the values of ASTM A351 Grade CT15C are also presented as a comparison. As shown in Table 2, in the as-cast condition, the initial ultimate tensile strength (σult) and yield strength (σys) are 506 and 208 MPa. Meanwhile, the elongation (δ) and reduction in area (φf) are 41% and 25%, respectively, which indicates that the specimen also has significant ductility at room temperature. Compared with the as-cast steel, the ex-service material exhibits the significant degradation of the tensile properties. Based on the microstructural analysis above, this reduction in the tensile properties can be associated with the loss of particle hardening due to the continuous growth and coarsening of NbC and M23C6 carbides together with the transformation of NbC carbide into G-phase at the dendrite boundaries. Moreover, Table 2 shows that both σult and σys of the sample Ex02 are larger than those of the specimen Ex01. Because the number and density of the intra- and interdendritic precipitates in the sample Ex02 is much less than those in the specimen Ex01, and the coarsening rate of the sample Ex02 is larger than that of the specimen Ex01, the reduction of σult and σys in the sample Ex01 may be only attributed to the transformation of large amounts of NbC into G-phase in the steel. However, at present, due to the limited amounts of the mechanical properties data of the steel, the different compositions of the samples, and the difficulty of the comparison tests, there is no other study to support the result that G-phase formation can impact on the tensile strength of the steel. In addition, compared with the sample Ex02, Ex01 exhibits the loss of ductility. At room temperature, the elongation is 9.2%, and the reduction in area is only 3.3%. This result is in accordance with the result of Charpy impact tests. Just as the microstructure analysis above, large amounts of G-phases in the sample Ex01 play a key role in the loss of ductility, although the precipitates of secondary carbides within austenite matrix can result in the reduction in ductility.
Table 2 Tensile properties of the as-cast and ex-service 20Cr32Ni1Nb steels
| Condition | Temperature (°C) | 0.2% proof stress, σys (MPa) | Ultimate tensile strength, σult (MPa) | Elongation, δ (%) | Reduction in area, φf (%) |
|---|---|---|---|---|---|
| As-cast | 20 | 208 | 506 | 41 | 25 |
| Ex01 | 20 | 172 | 424 | 9.2 | 3.3 |
| Ex02 | 20 | 203 | 463 | 31 | 17 |
| CT15C | 20 | 170 | 435 | 20 | - |
In sum, compared with the as-cast material, large amounts of NbC transform into G-phase during service condition. Owing to the continuous growth and coarsening of NbC and M23C6 carbides together with the transformation of NbC carbide into G-phase at the dendrite boundaries at service temperature, the degradation of the mechanical properties of 20Cr32Ni1Nb steel occurs after service exposure. Moreover, the formation of G-phase plays a key role in the degradation of the mechanical properties of the steel. This result corresponds well with the investigation by Knowles et al. [14].
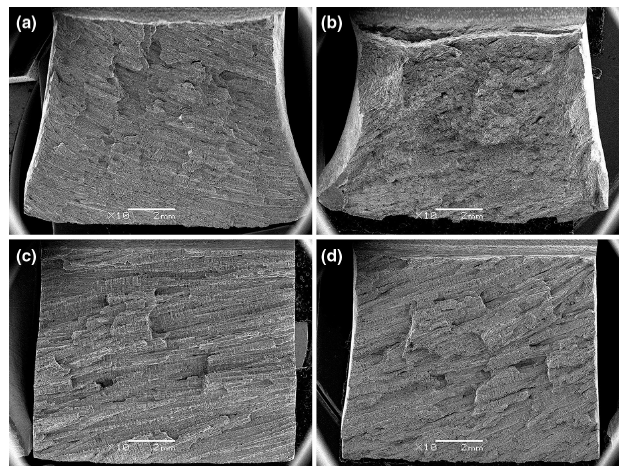
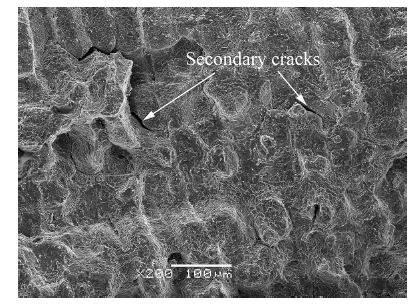
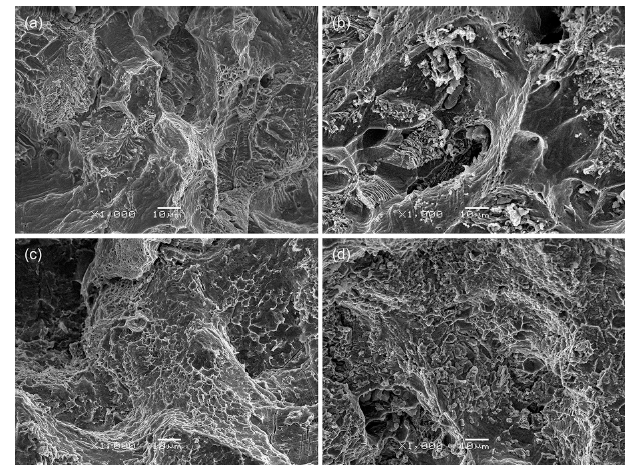
Figures 12-14 exhibit SEM fractographs of the Charpy impact samples in the as-cast and ex-service condition. As shown in Fig. 12, the fracture surfaces of the as-cast specimen show the significant macroscopic plastic deformation, compared with that of the sample Ex01. This phenomenon is consistent with the result that the Charpy impact value in the as-cast condition and is obviously higher than that in the service state, as shown in Figs. 11. Figure 13 presents the typical SEM fractograph of the Charpy impact sample Ex01 tested at room temperature. Note from Fig. 13, some secondary cracks are observed in the fractographs, which may be responsible for the sharp loss of the Charpy absorbed energy. In order to investigate the fracture mode in the two materials, the high magnification SEM fractographs are shown in Fig. 14. In Fig. 14, significant differences can be observed in the fractographs. Compared with the sample Ex01, the average size of the dimple on the fracture surface is obviously larger, and the depth of the dimple is significantly deeper in the as-cast samples. As is well known, the size and depth of the dimple are strongly dependent on the size and the distribution of the precipitates in the materials. In the present study, owing to the formation of G-phase at the dendrite boundaries during the service exposure, this factor may be attributed to the sharp decrease of the Charpy impact absorbed energy in the ex-service specimens.
Fig. 12 SEM micrographs of the fracture surface of: a the as-cast sample tested at ambient temperature; b the as-cast sample tested at 890 °C; c the sample Ex01 tested at ambient temperature; d the sample Ex01 tested at 890 °C
Fig. 13 Typical SEM fractograph of the Charpy impact sample Ex01 tested at room temperature
Fig. 14 SEM micrographs of the fracture surface of: a the as-cast sample tested at ambient temperature; b the as-cast sample tested at 890 °C; c the sample Ex01 tested at ambient temperature; d the sample Ex01 tested at 890 °C
A series of tensile tests and Charpy impact tests were carried out to investigate the mechanical properties of the as-cast and ex-service 20Cr32Ni1Nb steels, and microstructural changes were also studied by OM observations and FE-SEM examinations. Experimental results and microstructural analysis may lead to the following conclusions:
1.The as-cast microstructure of 20Cr32Ni1Nb steel typically consists of a supersaturated solid solution of austenite matrix with eutectic-like primary niobium-rich carbides (NbC) and chromium-rich carbides (M23C6). Compared with the microstructure of the as-cast specimen, large amounts of secondary carbides precipitate within austenite matrix. In addition, the transformation of NbC carbide into G-phase takes place during service exposure.
2.The content of Si in the 20Cr32Ni1Nb steel not only plays a key role in the formation of G-phase, but also impacts on the microstructural evolution during long-term service exposure.
3.TTT curve of 20Cr32Ni1Nb steel determined from X-ray diffraction data. The nose temperature of G-phase formation is about 950 °C, but this phase is not detected after aging at 1025 °C, which indicates that G-phase may be only stable below 1000 °C.
4.In the whole temperature range of 20-890 °C, Charpy impact values of the ex-service sample Ex01 all exhibit a sharp decrease, compared with that of the as-cast steel. It indicates that severe embrittlement of the material takes place during service condition. After long-term service exposure, the sample Ex02 still has good impact resistance. This difference between the two types of the ex-service steels may be associated with the various contents of G-phase in the materials. Additionally, the tensile properties also exhibit a significant decrease in the ex-service steels.
5.The degradation of the mechanical properties of the 20Cr32Ni1Nb steel may be mainly attributed to the loss of particle hardening due to the continuous growth and coarsening of NbC and M23C6 carbides together with the transformation of NbC carbide into G-phase at the dendrite boundaries during service exposure. In addition, the formation of G-phase during plays a key role in the degradation of the mechanical properties of the steel.
The work was financially supported by the National Natural Science Foundation of China (No. 50775107), the China Petrochemical Corporation (No. 315007) and the Innovation Program for Graduate Students in JiangSu Province of China (No. KYLX15_-0800).
The authors have declared that no competing interests exist.

 WeChat
WeChat
/
| 〈 |
|
〉 |



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}