Search for articles:
Received: 2016-10-28
Revised: 2017-02-21
Online: 2017-08-10
Copyright: 2017 Editorial board of Acta Metallurgica Sinica(English Letters) Copyright reserved, Editorial board of Acta Metallurgica Sinica(English Letters)
More
Abstract
The NiCrAlY-Mo-Ag composite coatings were prepared by atmospheric plasma spraying. The tribological properties of the composite coatings were investigated from 25 to 900 °C in details. The tribo-layer formed on the worn surface of the composite coatings and influenced the tribological properties at different temperatures. The addition of silver could effectively decrease the friction coefficient and wear rate of the coatings at the wide range of temperature. The rubbing process could form the nickel molybdate and promote the formation of silver molybdate within the worn surfaces at high temperature. The synergistic lubricating effects of nickel molybdate and silver molybdate are attributed to the improvement of the tribological properties of coatings at high temperature.
Keywords:
MCrAlY (M = Co or/and Ni) coatings prepared by thermal spraying technique have been diffusely used in the industries of nuclear power, aerospace and automotive owing to the excellent high-temperature corrosion and oxidation resistance and it could withstand the high thermal and mechanical loads due to possessing excellent high-temperature self-lubricating properties [1, 2, 3, 4, 5, 6]. Graphite and molybdenum disulfide usually acted as solid lubricants could improve the tribological properties of the composites [7, 8, 9, 10, 11, 12, 13, 14, 15]. But this kind of solid lubricants would be oxidized or decomposed above 500 °C, and therefore lose their lubricating effects [16]. Silver could decrease the wear rate and friction coefficient of the composites and provide the excellent lubricating effect below 400 °C due to a low shear strength and large diffusion coefficient on the worn surfaces during the sliding process [16, 17, 18, 19, 20, 21]. An et al. [19] prepared the NiMoAl-Cr3C2-Ag composite coatings by high-velocity oxy-fuel (HVOF) and demonstrated that the incorporation of silver could efficiently improve the tribological properties of the composite coatings. Our previous studies showed that increasing the silver contents could decrease the wear rate and friction coefficient of the composites by power metallurgical sintered [16]. In recent years, due to excellent lubrication performance in wide temperature range, Ag-Mo dual-lubricant has been investigated by several researchers [22, 23, 24, 25]. Chen et al. fabricated the NiCrAlY-Ag-Mo composite coatings by atmospheric plasma spraying (APS), which possesses excellent tribological properties at the wide range of temperature [25], but there are few studies on the influence of the silver contents on the mechanical properties and tribological properties of the coatings.
In the present work, we investigated the microstructure, tribological and mechanical properties of NiCrAlY-Ag-Mo composite coatings with different mass fractions of silver prepared by APS at a wide temperature range. The tribological properties of composite coatings were researched from room temperature (RT) to 900 °C. In the meantime, the silver molybdate and nickel molybdate tribo-chemical reaction films formed on worn surface and their influences on the tribological properties of composite coatings were discussed.
The NiCrAlY-Mo-Ag composite coatings with different silver contents were fabricated by APS. The NiAl powder was applied as bond coat. Commercially, available feedstock powders of Ni22Cr10Al1.0Y, Mo and NiAl were gained from Sulzer Metco. The powder of Ag was obtained from Beijing Research Institute of Mining and Metallurgy. The Inconel 718 alloys acted as the substrate and were cleaned by ultrasonic cleaner with acetone after sand-blasted. The compositions of each composite coating are listed in Table 1. The main spraying parameters employed were: H2 flow rate, 5 L/min; Ar flow rate, 40 L/min; power feed rate, 42 g/min; voltage, 55 V; current, 500 A.
Table 1 Composition of the coatings
| Composite coatings | NiCrAlY (wt%) | Mo (wt%) | Ag (wt%) |
|---|---|---|---|
| NMA | 100 | 0 | 0 |
| NMA0 | 90 | 10 | 0 |
| NMA1 | 80 | 10 | 10 |
| NMA2 | 75 | 10 | 15 |
| NMA3 | 70 | 10 | 20 |
The microhardness was measured by using a MH-5-VM microhardness tester with a normal load of 300 g and a dwell time of 5 s. The measurement was at least ten times on each sample. The adhesive strength of the composite coating was measured in conformity to the standard of ASTM C633. The specimen diameter was 25.4 mm, and the tensile rate was 0.5 mm/min. Scanning electron microscopy (SEM) was used to observe the microstructures of composite coatings. The X-ray diffraction (XRD) was used to determine the phase composition and structures of composite coatings. The micro-Raman was used to research the phase compositions of worn surfaces of composite coatings. The processes of friction and wear tests have been described in detail elsewhere [6].
Figure 1 shows the morphologies of feedstock powders of NiCrAlY, Ag, Mo and NiAl. It can be clearly seen that all feedstock powders have the similar size and very excellent spherical shape. The feedstock powders are mixed uniformly and insure the good flow ability, which is useful to the stability of powder feed rate [6, 25].
Fig. 1 SEM images of NiCrAlY a, Mo b, Ag c, NiAl d
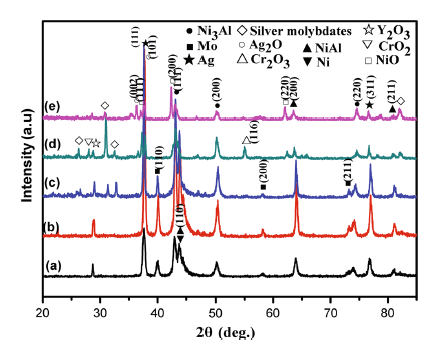
The XRD patterns of composite coatings with different mass fractions of silver are presented in Fig. 2. It is obvious that the components of composite coatings and feedstock powders have an excellent accordance, and the Ni3Al (JCPDS file No. 09-0097) phase is the main phase in all coatings. The diffraction peaks of the single-phase Mo (JCPDS file No. 42-1120) and Ag (JCPDS file No. 04-0783) exist in composite coatings, which indicates that the Mo and Ag cannot be alloyed in NiCrAlY during thermal spray process. The diffraction peaks of Y2O3 (JCPDS file No. 43-1036) are identified in all composite coatings. The Y2O3 phase is an oxide dispersion strengthening phase which can improve the strength of the composite coatings [6].
Fig. 2 XRD patterns of the coatings
Figure 3 shows the microstructures of polished cross section of composite coatings. It has the NiAl bond coat between the substrate and coating, in addition, they adhere well. It can be observed in Fig. 3a that the NiCrAlY coating contains many cracks and pores, which shows the existence of typical lamellar structure. We can find from Fig. 3b that the NiCrAlY-Mo-Ag composite coating mainly consists of white Ag phase, gray Mo phase and dark gray NiCrAlY phase. These components are all metallic in nature which is disadvantageous to the adhesive strength of composite coatings [25]. It can be obviously seen that the three components distribute equably and combine with each other tightly without any evident cracks at the interface of any two phases.
Fig. 3 Micrographs of polished cross section of NMA a, NMA1 b, NMA3 c coatings
Table 2 Vickers hardness of the composite coatings
| Composite coatings | NMA | NMA0 | NMA1 | NMA2 | NMA3 |
|---|---|---|---|---|---|
| Vickers hardness (HV) | 329.8 ± 31.6 | 342.5 ± 34.5 | 297.4 ± 30.2 | 273.9 ± 28.6 | 241.1 ± 23.9 |
Fig. 4 Adhesive strength of the composite coatings
Figure 5 presents the friction coefficients of composite coatings with different mass fractions of silver from RT to 900 °C. The NMA coating shows higher friction coefficient than NMA0, NMA1, NMA2 and NMA3 composite coatings at all test temperature except RT. The friction coefficient of NMA1 coating is higher than those of NMA and NMA0 coatings. It may be because that the melt of silver during the thermal spray process makes the residual silver not enough to play the lubricating role. The friction coefficients of all composite coatings reduce continuously with increasing temperature except NMA2 and NMA3 composite coatings at 500 °C. At RT and 300 °C, the NMA3 exhibits the lowest friction coefficient. Nevertheless, the NMA2 and NMA3 coatings exhibit similar friction coefficient as NMA coating at 500 °C. This may be because that the silver will be softened and loses its lubricating effects at 500 °C [19, 22]. At 700 and 900 °C, the friction coefficients of NMA1, NMA2 and NMA3 composite coatings are lower than those of NMA and NMA0 coatings. It illustrates that the addition of silver could obviously decrease the friction coefficients of composite coatings at the wide range of temperature. It is seen distinctly that the NMA3 exhibits lower friction coefficient than any other composite coatings at the wide range of temperature.
Fig. 5 Friction coefficients of the composite coatings at different test temperatures
Figure 6 shows the wear rates of composite coatings with different mass fractions of silver from RT to 900 °C. The wear rates of all coatings obviously decrease from RT to 300 °C. The wear rates of NMA1, NMA2 and NMA3 coatings increase obviously at 900 °C. It is probably because that the worn surfaces of coatings have severe plastic deformation at 900 °C [6]. The NMA1, NMA2 and NMA3 composite coatings show lower wear rate than those of NMA and NMA0 coatings at all test temperatures. The NMA3 composite coating presents the lowest wear rate at RT and 300 °C. This implies that the addition of silver could obviously improve the tribological properties of composite coatings at low temperature.
Fig. 6 Wear rates of the composite coatings at different test temperatures
The SEM micrographs of worn surfaces of composite coatings at different test temperatures are presented in Fig. 7. At RT, for the NMA0 coating (Fig. 7a), the worn surface shows a severe brittle fracture compared with those in NMA1 (Fig. 7e) and NMA3 (Fig. 7i), corresponding to the higher friction coefficient (Fig. 5) and wear rate (Fig. 6). Therefore, the wear mechanism is dominated by abrasive wear. When adding the silver, the worn surface of NMA3 is covered with fine detachments. On account of the smoothest worn surface at RT, the friction coefficient (Fig. 5) and wear rate (Fig. 6) of the NMA3 composite coating are the lowest. At 300 °C, the worn surfaces of all coatings become smoother than those at RT. So the friction coefficient (Fig. 5) and wear rate (Fig. 6) of all coatings are lower than those at RT. At 500 °C, the worn surfaces of all coatings show continuous glaze film with some detachment smears. The worn surfaces of NMA1 (Fig. 7g) and NMA3 (Fig. 7k) coatings show the severe brittle fracture and surface deformation than those at 300 °C. So the friction coefficient (Fig. 5) and wear rate (Fig. 6) of NMA1 and NMA3 are increased from 300 to 500 °C. At 900 °C, the worn surfaces of NMA1 (Fig. 7h) and NMA3 (Fig. 7l) composite coatings form some high-temperature lubricating films. The lubricating films are composed of silver molybdate, nickel molybdate and NiO shown in Figs. 8 and 10. The worn surface of NMA0 coating (Fig. 7d) has the obvious delamination. The wear mechanism of coating is characterized by microfractures.
Fig. 7 SEM images of worn surfaces of composite coatings: a-d NMA0 coating, e-h NMA1 coating, i-l NMA3 coating
Fig. 8 XRD patterns of worn surfaces of NMA3 composite coating at different temperatures: a 25 °C, b 300 °C, c 500 °C, d 700 °C, e 900 °C
Figure 8 shows the XRD patterns of worn surfaces of NMA3 composite coatings at different temperatures. It can be obviously seen that the diffraction peaks of composite coating after friction test at 300 °C are nearly the same as that at RT. It clearly illustrates that the components of the composite coating have no obvious change between at RM and 300 °C. Interestingly, the new peaks of silver molybdate can be detected when test runs at 700 °C. At the same time, the diffraction peaks of Mo (JCPDS file No. 42-1120) disappear and Ag (JCPDS file No. 04-0783) peaks weaken. Sliding test after 700 °C, molybdenum and silver can react and form silver molybdate which could effectively decrease the friction coefficient and wear rate of composite coatings at high temperature [16]. Except as the silver molybdate, the diffraction peaks of NiO (JCPDS file No. 47-1049), Cr2O3(JCPDS file No. 04-0787) and CrO2(JCPDS file No. 09-0332) appear on the worn surface of coating. It has been approved that the CrO2, Cr2O3 and NiO could also enhance tribological properties of composite coatings at high temperature [6, 14, 16, 25]. So the composite coating has lower friction coefficient (Fig. 5) and wear rate (Fig. 6). At 900 °C, the Ag2O (JCPDS file No. 19-1155) peaks appear on the worn surface of composite coating. Although the CrO2, Cr2O3 and NiO are well lubricant phases at high temperature and can improve the tribological properties of composite coatings, the worn surface has the severe plastic deformation (Fig. 7), which increases wear rate (Fig. 6) of composite coating at 900 °C [6].
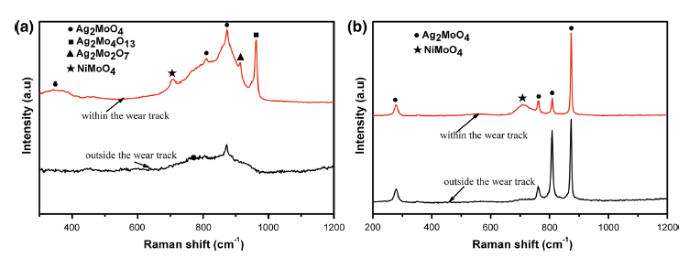
In order to further determine the tribo-chemical changes of composite coatings at high temperature, the micro-Raman spectra of NMA1 and NMA3 composite coatings are presented in Figs. 9 and 10. For the NAM1 coating, it can be clearly seen that the silver molybdate and nickel molybdate peaks were detected inside the wear track area after 700 and 900 °C, which are ascribed to the Ag2MoO4, Ag2Mo4O13, Ag2Mo2O7 and NiMoO4 peaks. In contrast, there are no silver molybdate and nickel molybdate peaks outside the worn surface (Fig. 9). For the NAM3 coating, the micro-Raman spectra obtained within the worn surface are similar to the NMA1 coating at 700 °C. However, it has the Ag2MoO4 peak outside the worn surface (Fig. 10a). At 900 °C, the micro-Raman spectra obtained on the worn surface are similar to that obtained outside the worn surface, which consist of Ag2MoO4 and nickel molybdate peaks. It can be clearly understood that the rubbing process could form the nickel molybdate and thus promote the formation of the silver molybdate on the worn surface at high temperature. When adding the silver, the Ag2MoO4 is determined outside the worn surface of composite coatings, which could effectively improve the tribological properties of composite coatings and has the better lubricating performance than Ag2Mo4O13 and Ag2Mo2O7 at high temperature [14, 16]. So the NMA3 coating has the better tribological properties than NMA1 at high temperature.
Fig. 9 Micro-Raman spectra of worn surfaces of NMA1 composite coatings tested at a 700 °C, b 900 °C
Fig. 10 Micro-Raman spectra of worn surfaces of NMA3 composite coatings tested at a 700 °C, b 900 °C
The structural changes on the worn surface of NMA3 composite coating at different temperatures are evaluated by micro-Raman spectra, as shown in Fig. 11. Raman spectra show the lubricating action and mechanism at different temperatures. From RT to 500 °C, the Ag2MoO4 peak was detected on the rubbing surface. The Ag2MoO4 could act as a thermal chemically stable solid lubricant at moderate and high temperatures [27]. So the NMA3 coating possesses the better tribological properties than NMA1 coating at low temperature. While at 700 °C, the peaks of Ag2MoO4, Ag2Mo4O13, Ag2Mo2O7 and NiMoO4 appear on the worn surface. It can be clearly illustrated that the tribo-chemical reaction occur on the worn surface and form the silver molybdate and nickel molybdate lubricating composite layer during the sliding process at high temperature. At 900 °C, the peaks of Ag2Mo4O13 and Ag2Mo2O7 disappear and the intensity of the Ag2MoO4 phase increases substantially.
Fig. 11 Micro-Raman spectra of within the wear track of NMA3 composite coatings tested at different temperatures
The silver molybdate and nickel molybdate tribo-chemical reaction films were reproduced during rubbing test at high temperature and can lower friction coefficients and wear rates since the silver molybdate and nickel molybdate can be acted as a lubricating phase and then can effectively improve the tribological properties of composite coatings [27, 28]. The lubricating films could effectively reduce the direct contact between ball and disk and further improve the tribological properties of composite coatings [16].
1.The composite coatings are composed of Ni3Al, NiAl, Ni and Y2O3 phases. The Y2O3 phase is the oxide dispersion strengthening phase which can improve the strength of the composite coatings.
2.The addition of silver can effectively improve the tribological properties of composite coatings at a wide range of temperature.
3.The rubbing process could form the nickel molybdate and promote the formation of the silver molybdate on the worn surface at high temperature.
4.The silver molybdate and nickel molybdate tribo-chemical reaction films could effectively improve the tribological properties of composite coatings at high temperature.
This work was supported by the National Natural Science Foundation of China (Grant Nos. 51272207, 51471181 and 51575505).
The authors have declared that no competing interests exist.

 WeChat
WeChat
/
| 〈 |
|
〉 |









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}