{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{411}<148> Texture in Thin-Gauge Grain-Oriented Silicon Steel
[Cheng-Xu He1 , Fu-Yao Yang1, 2 , Guang Ma2 , Xin Chen2 , Li Meng1, 3  ]
]
]
|
|


The significant occupancy of {411}<148> texture exists in the thin-gauge grain-oriented silicon steel (TG-CRGO is defined that thickness of the sheet is <0.25 mm and the reduction in cold rolling is more than 90%) which has been considered to have obviously effects on the abnormal growth of Goss-oriented grains during the secondary recrystallization process. The microstructures of the TG-CRGO were investigated by X-ray diffraction and electron back-scattered diffraction in this study. It was found that {411}<148> texture mainly exists in the center layer of hot-rolled as well as normalized plates. With the increase in cold rolling reduction, {411}<148> orientation gradually rotates to α-fiber texture (<110>//RD). Finally, few {411}<148> would retain at the boundaries of deformed α-fiber grains (<110>//RD) as the reduction in cold rolling reaches 90%. After annealing treatment, a small amount of γ-fiber textures (<111>//ND) preferably nucleates and recrystallizes between the DBs (deformation bands) at first; then, the {411}<148> recrystallization texture occurs and mainly nucleates at the grains boundaries of the deformed α-fiber grains, and also quite a few {411}<148> orientation grains nucleate in the inner of {112}<110> grains. But this phenomenon was not observed in the {100}<011> deformation grains. With respect to the occurrence of {411}<148> recrystallization texture, it is mainly induced by strong α-fiber as well as weak γ-fiber textures formed during cold rolling other than originating from {411}<148> regions in hot bands.
The texture evolution during metal rolling is mainly controlled by the composition of alloy and the parameters of hot rolling, cold rolling and annealing. A lot of {411}< 148> and {311}< 136> textures form after recrystallization for the BCC metals with heavy rolling reduction. The origin of {411}< 148> texture had been researched in the related single-crystal experiments, and misorientation between nucleation site of {411}< 148> grain and original grain had been obtained. Homma et al. [1] studied that very sharp {411}< 148> textures were found at the grain boundaries even if the {100}< 011> single crystal can hardly recrystallize after heavy rolling reduction. The similar phenomenon was also found in IF steel. Quadir and Duggan [2] found that the {411}< 148> texture appeared near {100}< 110> cold-rolled texture after annealing treatment of IF steel with 95% of rolling reduction. They considered that the appearance of {411}< 148> texture was related to α -fiber deformation band. However, the composition of grain-oriented silicon steel was quite different from those of single crystal and IF steel. The difference in alloy system has different effect on deformation and recrystallization textures. What is more, sharp Goss texture needs to be acquired in grain-oriented silicon steel to obtain excellent magnetic properties after a series of complex process. The orientation deviation angle after primary recrystallization, the grain boundary distribution characteristics of Goss texture [3, 4, 5] and the size distribution of inhibitor [6] would play an important role in growing process of Goss grain during the secondary recrystallization. Quadir et al. [7] found that {111}< 112> , {411}< 148> textures both presented a Σ 9 relationships, which would benefit the growing of Goss grain. This means that the {411}< 148> texture is also conducive to the follow-up process of Goss growing up during secondary recrystallization. Therefore, the {411}< 148> texture gains increase attention in the production process of grain-oriented silicon steel. Ushigami et al. [8] found that the {411}< 148> texture promoted primary recrystallization when the cold rolling reduction increased. Park et al. [9] adopted aging treatment during the cold rolling process, which made {411}< 148> , {111}< 112> textures significantly increase after recrystallization. There were a lot of studies about {411}< 148> texture in the grain-oriented silicon steel so far. However, the studies about {411}< 148> texture distribution characteristics in original hot-rolled plate, the deformation in the process of cold rolling, recrystallization in the annealing process and grain distribution after recrystallization have not been reported.
In this paper, the experimental raw material was the low-temperature hot-rolled grain-oriented silicon steel, which was prepared by one-step cold rolling method. The {411}< 148> texture in hot-rolled plate was analyzed. Deformation and recrystallization processes during cold rolling and annealing process were observed, and its evolution mechanism was discussed also.
The samples used in this work were 2.3-mm-thick Fe-3% Si low-temperature hot-rolled grain-oriented silicon steel plate and the main chemical compositions (mass fraction, %) were C: 0.055-0.060, Si: 3.15-3.20, Mn: 0.10, S: 0.007-0.008, Al: 0.025-0.027, N: 0.0065-0.0070, Sn: 0.03. After normalizing process, the silicon steel sheet was rolled to 0.23 mm by a method of less pass and heavy rolling reduction. The final samples (90% reduction) were treated by different annealing time of 15, 20, 25, 30, 35 and 40 s, respectively. The hot-rolled plate and normalized plate samples were selected as the raw material. Distribution characteristics of {411}< 148> texture of hot rolling normalized plates were analyzed. The samples with a 60% cold rolling reduction were selected and intercepted during cold rolling process, and the final cold rolling samples with a 90% reduction were used to analyze the change in {411}< 148> texture in cold rolling process. The samples with different annealing time were chosen to analyze the change in {411}< 148> texture in recrystallization process. The samples were cut into a size of 5 mm (TD) × 10 mm (RD), then polished and corroded on the side face (RD-ND) of the samples. The texture analysis was carried out by electron back-scattered diffraction (EBSD, HKL Company). Besides, macro-textures of the cold-rolled and complete recrystallization samples were measured with a Bruker D8 Advance X-ray diffractometer.
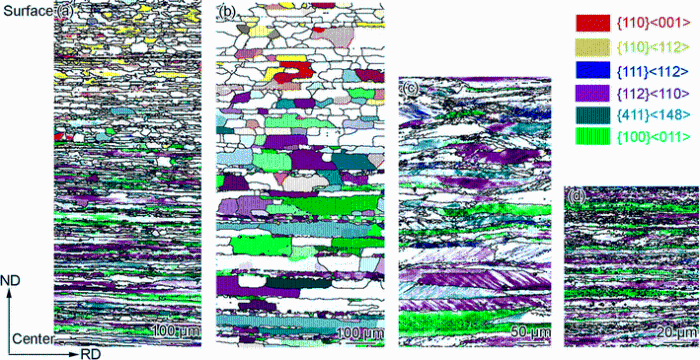
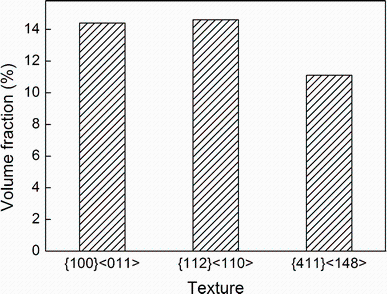
Figure 1 shows EBSD orientation maps of the hot-rolled and cold-rolled samples with different rolling reductions. Figure 1a shows that the texture of the hot-rolled plate existed gradient from the surface upper to center lower layers. The dynamic recovery and recrystallization occurred easily since the surface and subsurface suffered from a large shear force during the hot rolling process. Therefore, on the surface and in the subsurface, apparent recrystallization structures occurred, including typical shear texture [10]. However, the center layer was only subjected to the compressive stress. The recovery structure in the center layer appeared, such as {100}< 011> , {112}< 110> , {411}< 148> textures. Figure 2 shows the volume fraction of each orientated grain in original structure, which are about 14.6% for {112}< 110> , about 14.4% for {100}< 011> and about 11.1% for {411}< 148> . Besides the numbers of recrystallization, {411}< 148> orientations were obviously more than those of {112}< 110> and {100}< 011> orientations. As shown in Fig. 1b, the texture distribution had no significant change and was similar to that of hot-rolled plate after the two-pass normalizing process. But the microstructure had changed obviously; the closer to the center layer, the sizes of the grains were larger. Some of them were more than 200 μ m. During the cold rolling, the {411}< 148> texture in the center layer also decreased significantly and gradually rotated to α -fiber orientation. From Fig. 1c, we could see the obvious local shear deformation occurs in the coarse grain in the center layer, but not on the surface and in the subsurface because the large sizes of the grains lead to the formation of shear band [11]. Figure 1d shows that when reduction ratio reached 90%, the cold-rolled deformed microstructure consisted of alternating long strip α -fiber orientation deformation and fragmentation structure with large deformation. Only a small amount of {411}< 148> orientation existed in deformation zone. As the rolling reduction increased, the change in the texture gradient on the surface, the subsurface and the center layer became less. Eventually, the textures in each area became similar, and they mainly consist of strong α -fiber textures.
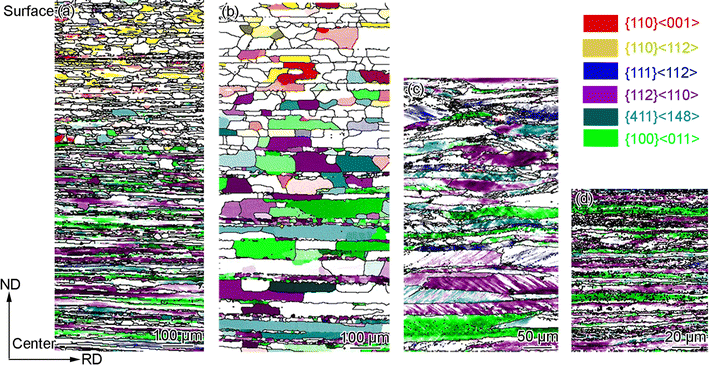 | Fig. 1 EBSD orientation images of the specimens: a hot-rolled plate, b normalized plate, c cold rolling plate with 60% reduction, d cold rolling plate with 90% reduction |
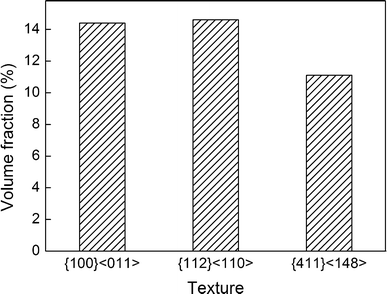 | Fig. 2 Proportions of different oriented grains in hot-rolled plate |
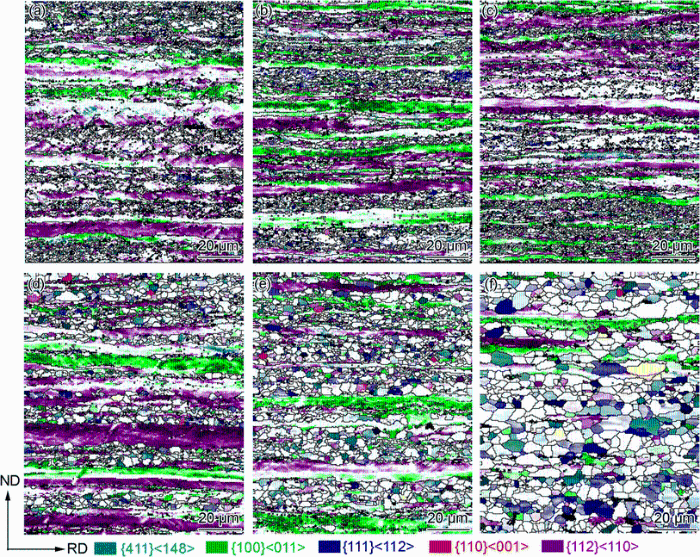
The characteristics of the texture in the annealing process were observed by EBSD. Figure 3 shows the EBSD orientation images of the specimens after different annealing time. When the cold-rolled plate was annealed for 15 s, the recovery structures were dominant, and recrystallization nuclei were not obvious. When the cold-rolled plate was annealed for 20 s, plentiful recrystallization nucleation sites appeared as the fragmented structures between the banded structures. Since most banded structures were {100}< 011> and {112}< 110> orientations with low storage energy, recrystallization could hardly happen. With extension of annealing time, the proportion of recrystallization would rise. Figure 3 clearly shows that {411}< 148> texture increased gradually, and its proportion raised from 7.87% to 14.3%. When the annealing time reached 40 s, the proportion of recrystallization was above 95%, and very a few banded structures of α -fiber orientation existed. Goss orientation grains took up a very low proportion after recrystallization and mainly distributed in near the surface layer.
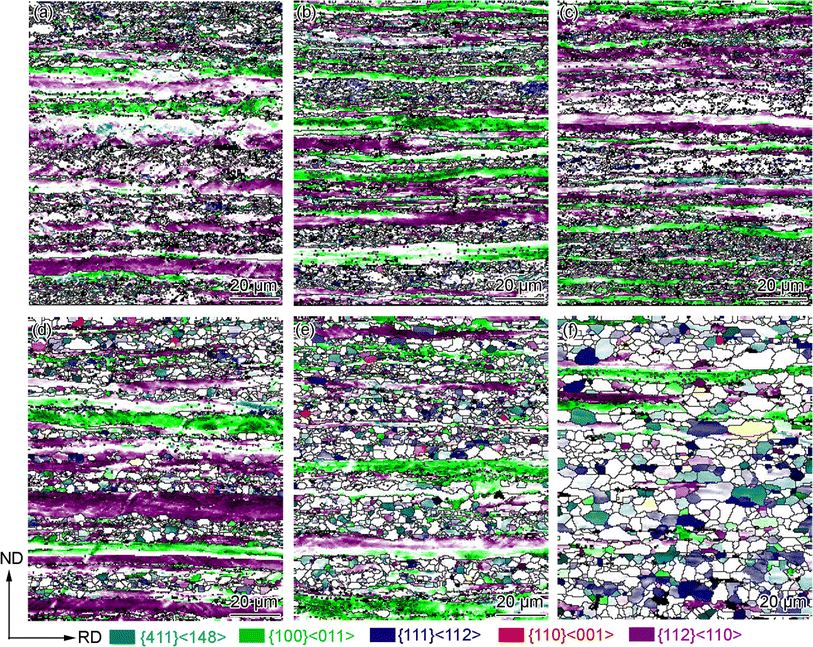 | Fig. 3 EBSD orientation images of the specimens after different annealing time: a 15 s, b 20 s, c 25 s, d 30 s, e 35 s, f 40 s |
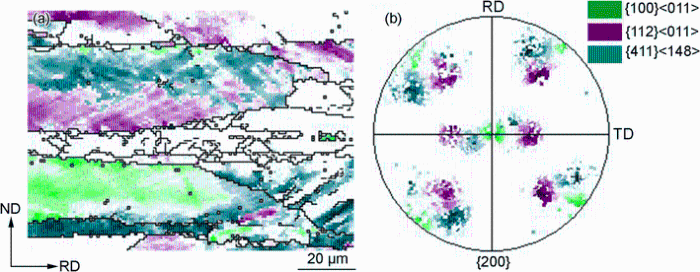
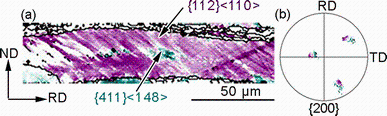
When the alloying components of oriented silicon steel remained unchanged, the cold-rolled texture was mainly affected by the original hot-rolled plate texture and cold rolling reduction. Owing to the motion of slip and accumulation of dislocation in the cold rolling process, the rotation of crystal orientation would occur. Generally speaking, if a certain orientation was near an orientation with stable rolling before cold rolling deformation, it would not deviate from the nearby stable orientation after cold rolling; {112}< 110> and {100}< 011> were typical stable orientations and metastable orientations [12]. According to Fig. 4, {411}< 148> might rotate to {100}< 011> orientation along < 110> axis in the rolling process, or it could also directly rotate to {112}< 110> orientation. In plane strain deformation, {112}< 110> orientation was considered as the most stable orientation. Under the deformation condition of heavy rolling reduction, stable {100}< 011> would be changed into unstable orientation and rotated to {112}< 110> [13]. Strong {112}< 110> texture would be gained after 90% cold rolling deformation. In the process of cold rolling process, local deformation happened in some large-size grains. As shown in Fig. 5, {112}< 110> orientation was dominant, and meanwhile, a small number of {411}< 148> orientations existed also. However, such a phenomenon was not observed in {100}< 011> grains, which might be caused by characteristic of {100}< 011> itself. According to Toge et al. [14], two slip systems in {100}< 011> crystal had very high space symmetry and the same Schmid factor; the deformation structure was uniform; and no local stress region existed.
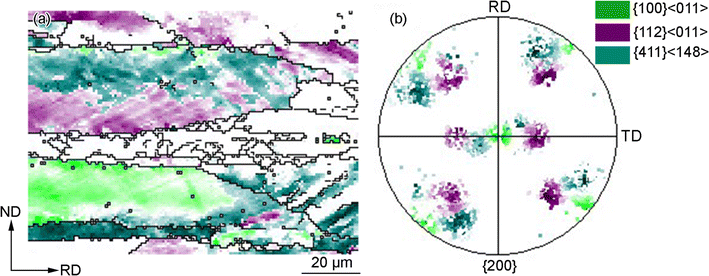 | Fig. 4 EBSD orientation image and {200} pole figure of the cold-rolled specimens with reduction of 50%: a orientation distribution map, b {200} pole figure |
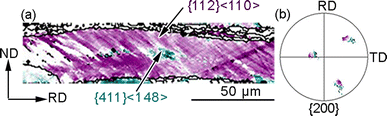 | Fig. 5 EBSD orientation image of {112}< 110> grain interior during cold rolling: a orientation distribution map, b {200} pole figure |
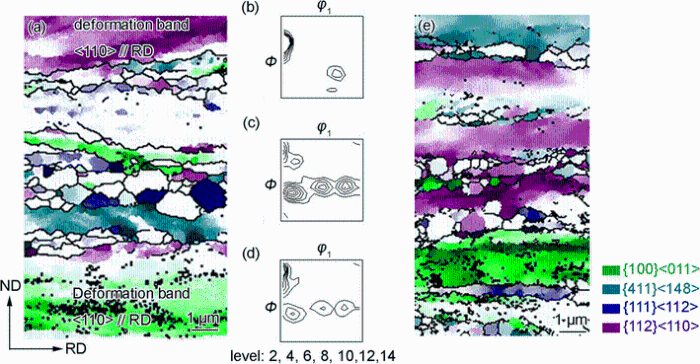
The formation mechanisms of different types of primary recrystallization textures were different. Generally, shear bands were usually considered as the preferentially nucleation sites in subsequently annealing due to higher stored energy. It is considered that Goss grains tended to be formed inside {111}< 112> orientation shear bands during annealing [15, 16]. In this study, it was found that only a few Goss grains distributed in the surface layer after annealing, which was related to the distribution of Goss texture in original hot-rolled plate and most Goss texture in primary recrystallization structure would be gained from inheritance of hot-rolled plate [17, 18]. At the preliminary recovery stage of annealing treatment, subgrains would form due to dislocation rearrangement, and therefore, the dislocation density reduced, but the overall texture did not change. Different grains have different recovery speeds. According to Every and Hatherly [19], {110} and {111} of high storage energy possessed a quicker recovery process than {112} and {100} of low storage energy. According to EBSD results of recrystallization in microarea and corresponding ODF (orientation distribution Function) maps in Fig. 6, it could be observed that a few recrystallization nucleation sites appeared in the large-deformation structures between long-stripe α -fiber texture deformation bands (DBs) at the preliminary stage of recrystallization. {111}< 112> recrystallized structures were dominant; some {111}< 110> orientation also existed; and there were few deformed structures of {100}< 011> and {411}< 148> orientation. As {111}< 112> orientation belongs to γ -grains and the storage energy of γ -grains after deformation was higher than α -grains, the {111}< 112> orientation would have priority to nucleate during annealing. It was considered that oriented nucleation and growth theory could explain the formation of {111}< 112> oriented grain; it presented a relationship of 30° < 110> orientation with {111}< 110> and a relationship of 35° < 110> orientation with {112}< 110> [20]. In the later period of recrystallization, plentiful {411}< 148> grains began to nucleate, mainly concentrating on the grain boundaries of {112}< 110> grains. Meanwhile, a few recrystallization nucleation of {411}< 148> orientation can also be found inside the deformed grains of {112}< 110> . Beck [21] pointed out that crystal nuclei of various orientations existed in the deformed matrix, but only some of them were appropriate to grain boundary mobility, and thus, the growing speed was high for recrystallized texture, where the growth of other crystal nuclei was inhibited. {411}< 148> orientation had a large angles with {100}< 011> and {112}< 110> orientations, which were easy to migrate, and therefore, {411}< 148> orientation nucleus could grow into the deformed matrix easily, and strong {411}< 148> texture would form. Verbeken and Kestens [22] also explained the recrystallization behavior of α -fiber orientation structure under large deformation in bcc metals according to oriented growth theory. {113}< 471> which is similar to {411}< 148> , presented a relationship of 19.7° < 110> (close to 26.5° < 110> ) with{112}< 110> .
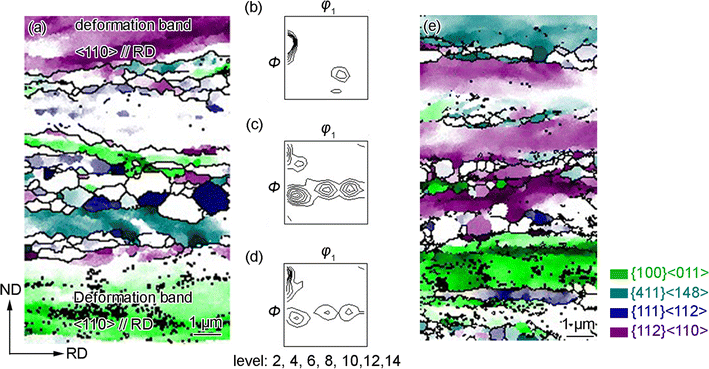 | Fig. 6 Observation of partially recrystallized texture: a early stage of recrystallization, b ODF of deformation band (φ 2 = 45° ), c ODF of recrystallization texture (φ 2 = 45° ), d ODF of deformation band (φ 2 = 45° ), e late stage of recrystallization |
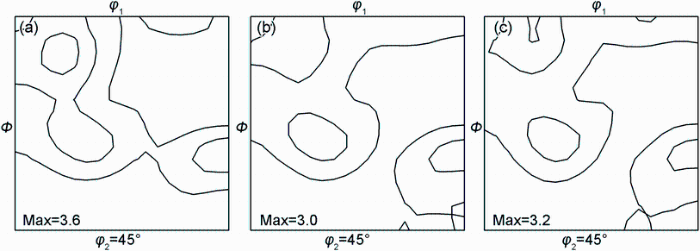
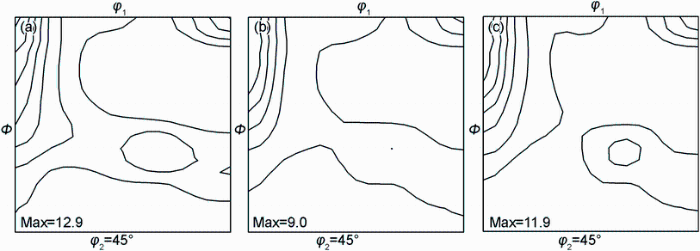
The traditional Hi-B steel would present strong {111}< 112> texture after cold rolling at the reduction of 87% and annealing treatment [23]. Compared with the primary recrystallized texture of traditional Hi-B steel, the recrystallized texture after cold rolling of low-temperature plate with a heavy rolling reduction and annealing was obviously different as shown in Fig. 7, indicating that macro-textures in different regions after recrystallization, textures of the surface layer, subsurface layer and central layer were almost the same after completely recrystallization, and dominated by three textures of {411}< 148> , {111}< 112> and {100}< 025> . According to the statistical analysis of the specimens after completely recrystallization, it suggests that the proportion of {411}< 148> texture reaches 30%, while {111}< 112> texture only about 15%. According to Fig. 1a, the {411}< 148> texture mainly distributed in the central layer prior to cold rolling, while the intensity of {411}< 148> texture was almost equal in these regions after recrystallization, and they were no obvious difference. Therefore, {411}< 148> texture formed after recrystallization did not only rely on the structure in the initial hot-rolled plate. As shown in Fig. 8, it depends on strong α -fiber texture formed after large-deformation cold rolling. Figure 8 shows the macro-textures after cold rolling of 90% reduction. The surface layer, subsurface layer and central layer were all dominated by α -fiber texture, while γ -fiber texture was weak. As a result, {411}< 148> ({h11}< 1/h, 1, 2> ) occupied the main part of all textures after annealing, while there were few components of {111}< 112> texture. According to the comparison analysis between Figs. 7 and 8, cold-rolled textures and recrystallized texture in various regions presented an obvious corresponding relationship.
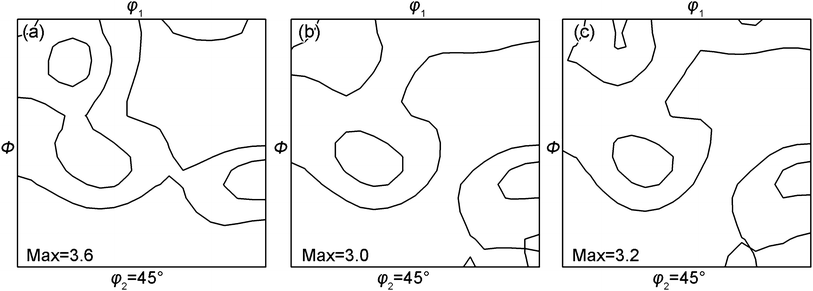 | Fig. 7 Macro-textures of recrystallized specimens in different areas: a surface, b subsurface, c center |
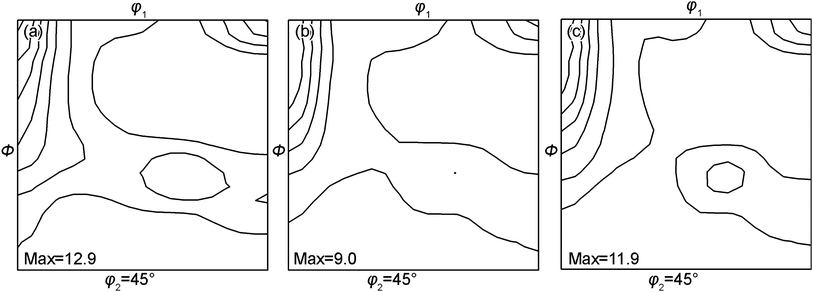 | Fig. 8 Macro-textures of cold-rolled specimens in different areas: a surface, b subsurface, c center |
1. For low-temperature grain-oriented silicon steel hot-rolled plate, original {411}< 148> texture mainly existed in the central layer of the plate. With the increase in cold rolling reduction, the proportion of {411}< 148> texture reduced. Finally, a few {411}< 148> grains existed at the grain boundaries of deformed α -fiber grains.
2. During the annealing, abundant recrystallization nucleation sites of {411}< 148> orientation appeared at the grain boundaries of α -fiber texture. Meanwhile, a few of {411}< 148> nucleation could also be found inside the {112}< 110> deformed grains. However, there was no such a phenomenon inside the {100}< 011> grains to occur.
3. With respect to the occurrence of {411}< 148> recrystallization texture, it is mainly induced by strong α -fiber and weak γ -fiber textures formed during cold rolling other than originating from {411}< 148> regions in hot bands.
This work was financially supported by the China’s State Grid Corporation of Science and Technology Projects (No. SGRI-WD-71-13-002) and the National Natural Science Foundation of China (No. 51171019).
The authors have declared that no competing interests exist.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|