Search for articles:
He Liu , Sheng-Long Zhu
, Sheng-Long Zhu
Corresponding authors:
Received: 2019-03-7
Revised: 2019-04-26
Online: 2019-12-10
Copyright: 2019 Editorial board of Acta Metallurgica Sinica(English Letters) Copyright reserved, Editorial board of Acta Metallurgica Sinica(English Letters)
More
Abstract
To refrain the interdiffusion of elements while holding good oxidation resistance, a (Ni,Pt)Al/Ni composite coating was prepared by sequential treatments of electroplating Ni and Pt and successive gaseous aluminization. In comparison with normal (Ni,Pt)Al coating, high-temperature performance of the composite coating was evaluated in isothermal oxidation test at 1100 °C. Both the two coatings exhibited good resistance against high-temperature oxidation, but the interdiffusion of elements between composite coating and single-crystal (SC) superalloy substrate was greatly relieved, in which the thickness of secondary reaction zone (SRZ) and the amount of precipitated topologically close-packed phase in the SC alloy matrix were significantly decreased. Mechanisms responsible for delaying rate of coating degradation and SRZ growth/propagation are discussed.
Keywords:
The second-generation Ni-based single-crystal (SC) superalloys, such as Rene N5 and CMSX-4, have been widely used as structural key components (e.g., turbine blades) in the hot section of aero engines due to its superior high-temperature mechanical properties [1]. Prior to application at high temperature, single-crystal superalloy components necessarily require sustainable protection against oxidation and hot corrosion, which could be achieved by utilizing protective metal coatings. To further improve the high-temperature performances, Pt-modified nickel aluminide coatings are extensively used in both land-based and aeronautical gas turbine engines [2, 3]. Among the series of Pt-modified aluminide coatings, single-phase β-(Ni,Pt)Al has been regarded promising for serving as the bond coat connecting top ceramic thermal barrier coating (TBC) by means of electron beam physical vapor deposition (EB-PVD) in industry [4, 5].
In the open literature, the studies of Pt-modified aluminide coating mostly focus on the beneficial effects of Pt in enhancing the oxidation performance, where some investigate the mechanisms causing the surface rumpling during cyclic oxidation tests [6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18]. Fountain et al. [7] reported that the Pt addition significantly improved oxidation resistance of the alloy containing aluminide coatings, while Meier et al. [9] reported that the enhanced cyclic oxidation behavior of platinum-modified coatings should be attributed to the platinum-enriched zone that promotes selective oxidation of aluminum and minimizes effect of other elements in the coating. The work done by Tawancy et al. [10] pointed out that platinum improves the protective nature of the coating by (1) increasing its diffusional stability, (2) eliminating chromium-rich precipitates from the outer coating layer and (3) preventing refractory transition elements such as Mo and W from diffusing into the outer coating layer. Besides positive effect of Pt incorporation, the platinum-modified aluminide coatings are reported to be susceptible to the development of surface rumpling under cyclic thermal exposure above 1100 °C [16], where the addition of reactive elements, such as Hf, could substantially increase both the yield strength and creep resistance of the coating, thereby reducing the magnitude of rumpling [17].
In fact, beyond the surface undulation of growing oxide scale, the elemental interdiffusion between Pt-modified aluminide coating and SC substrate (inward diffusion of Al from coating to the substrate, and outward diffusion of Ni from substrate to coating) would undoubtedly decrease Al content in the coating and promote coating degradation from β-phase to γ′-Ni3Al. As γ′-Ni3Al phase is Ni-rich and possesses inferior oxidation resistance, the elemental interdiffusions are detrimental to the overall oxidation performance of a coating prevailed by β [19, 20, 21, 22, 23]. Additionally, the interdiffusion of Al and Ni between coating and substrate during extended thermal exposure destroys the coherent γ/γ′ two-phase structure. Since solubility of refractory metals (for instance, W, Re, Mo and Cr) in β- and γ′-phases is much lower than in γ, it is inevitable for precipitation of these elements as topologically close-packed (TCP) phases. The TCP precipitation is often associated with a discontinuous precipitation process whereby the migration of a high-angle grain boundary further results in the formation of a secondary reaction zone (SRZ). Commonly, the TCP precipitates with needle-like morphology are deemed harmful for high-temperature mechanical properties (e.g., creep rupture and fatigue lives) of SC superalloy because the strengthening elements in solid solution of the alloy are reduced and the precipitation of them causes intergranular embrittlement. Hence, the elemental interdiffusion between the Pt-modified aluminide coating and SC substrate plays a vital role in determining performance and life time of SC superalloy components. It is thus of great significance to inhibit or retard the elemental interdiffusion.
Many methods have been proposed to refrain the interdiffusion between protective metal coating and SC superalloy, including Re [24], Ir-Ta [25] or Ru [26, 27] modified aluminide coatings, and AlN [28], Al2O3 [29] and YSZ (yttria-stabilized zirconia) [30] serving as diffusion barrier. It is of high cost to use such precious metals, while those ceramic interlayers would increase the interface between coating and substrate. Besides, a concern is that the intrinsic brittleness and poor flexibility of direct ceramic diffusion barrier would give rise to high cracking tendency. To avoid such a drawback of embrittlement and reduce the cost, a β-(Ni,Pt)Al/Ni composite coating was prepared on SC superalloy by simply adding a layer of Ni prior to depositing Pt plating, aiming to relieve the TCP precipitation in SC while holding good oxidation resistance. Oxidation behavior and microstructure evolution of the composite coating are investigated in comparison with normal (Ni,Pt)Al, in which the beneficial effect of pre-deposited Ni plating is intensively discussed.
Cylindrical specimens of Φ15 × 2.0 mm were machined from a second-generation single-crystal superalloy bar, in which the nominal composition is Ni-7.5Co, 7Cr, 6.5Ta, 6.2Al, 5W, 3Re, 1.5Mo and 0.01C (wt.%). The samples were ground consecutively using 240 and 400# SiC papers and humidly blasted using 300-mesh alumina grit under 0.2 MPa, followed by ultrasonic cleaning in acetone and ethanol, respectively. After that, the SC samples with fresh surfaces were ready for electroplating with Ni layer.
The Ni layer with thickness of 25 μm was deposited on the substrate alloy. Details of the bath composition and electroplating parameters for depositing Ni are summarized in Table 1. After that, the Ni-coated samples were electroplated with Pt layer of 5 μm in thickness, followed by vacuum annealing treatment to reduce residual stress and dilute the Pt content on the surface. Then, a low activity vapor phase deposition (VPA) treatment was conducted in a vertical furnace filled with argon atmosphere. Annealing and aluminization details can be referred to our previous publication [30]. At last, a composite coating of (Ni,Pt)Al with Ni interlayer was acquired (namely, (Ni,Pt)Al/Ni coating hereafter). For comparison, normal (Ni,Pt)Al coating specimens without Ni pre-deposition were prepared to evaluate their oxidation performance and interdiffusion behavior.
Table 1 Parameters for Ni pre-deposition by electroplating technique
| Parameter | Value |
|---|---|
| NiSO4·6H20 | 150-200 g L-1 |
| NaCl | 8-10 g L-1 |
| H2BO3 | 20-30 g L-1 |
| Na2SO4 | 50-80 g L-1 |
| C12H25NaSO4 | 0.1 g L-1 |
| pH value | 5 |
| Temperature | 55 °C |
| Current density | 0.5-1 A dm-2 |
The oxidation performance of the two Pt-modified aluminide coatings was assessed isothermally at 1100 °C using a muffle furnace in air. Coating specimens were placed in alumina crucibles which were all preheated at 1200 °C for enough time to ensure no further weight change in the following isothermal oxidation test. After a certain period, the samples were taken out from the muffle furnace and cooled down for 2 h in dry oven to room temperature. Then, an electronic balance with 10-5 g sensitivity was utilized to measure average mass change from three parallel samples at the oxidation intervals.
X-ray diffraction (XRD, X’ Pert PRO, Cu Kα radiation at 40 kV, PANalytical, Almelo, Holland) was used to examine the phase constitution of the coatings before and after isothermal oxidation. Surface and cross-sectional morphologies and chemical composition of the samples were observed using a field emission scanning electron microscope (SEM, Inspect F50, FEI Co., Hillsboro, OR) equipped with energy-dispersive X-ray spectrometer (EDS, X-Max, Oxford Instruments Co., U.K.). The elemental distributions after oxidation were studied by electron probe microanalysis (EPMA-1610, Shimadzu, J. P.). For preserving the oxide scale from possible spallation, after oxidation the samples were deposited with a thin layer of electroless nickel and mounted in resin before cross-sectional observation.
Figure 1 shows the XRD patterns of the β-(Ni,Pt)Al coating specimens with and without Ni pre-deposition. It can be seen that the exclusive phase of both coatings is β-NiAl, which indicates Ni pre-deposition did not change the phase constitution of (Ni,Pt)Al. Figure 2 shows the surface and cross-sectional morphologies of the as-received (Ni,Pt)Al and (Ni,Pt)Al/Ni coatings. Figure 2a, b shows that a similar surface morphology of visible grains is divided by grain boundary ridges on the two coatings. The average grain size of (Ni,Pt)Al coating is as same as that of (Ni,Pt)Al with Ni pre-deposition. However, there are some differences in the cross-sectional microstructure between the two coatings. As shown in Fig. 2c, a typical two-layer structure of normal β-(Ni,Pt)Al coating can be found: outer zone (OZ) with average thickness of 28 μm and 17-μm interdiffusion zone (IDZ). White TCP rods were precipitated in IDZ, above which the dark particles at OZ/IDZ interface were probably alumina grits due to surface blasting. In contrast, the β-(Ni,Pt)Al/Ni coating consists of pure outer zone of about 60 μm with no presence of IDZ. Below the top layer (OZ), some alumina grits were also observed at coating/substrate interface. The average compositions of OZ, which were 5 μm to surface, for both coatings are listed in Table 2. It can be seen that the average contents of Al and Pt in the two coatings are basically similar, and no element such as Co and Cr was identified in the outer zone of (Ni,Pt)Al/Ni composite coating.
Fig. 1 XRD patterns of β-(Ni,Pt)Al coating specimens with and without Ni pre-deposition
Fig. 2 Surface and cross-sectional morphologies of as-received (Ni,Pt)Al (a, c) and (Ni,Pt)Al/Ni coatings (b, d)
Table 2 Coating compositions measured at the region 5 μm to the surface of the two coatings in as-received state (at.%)
| Al | Ni | Pt | Cr | Co | |
|---|---|---|---|---|---|
| (Ni,Pt)Al | 41.58 | 46.24 | 5.34 | 2.26 | 4.58 |
| (Ni,Pt)Al/Ni | 42.91 | 51.56 | 5.52 |
Figure 3a shows the mass change curves of the two coatings at 1100 °C for 1000 h in air. It can be seen that both of the coatings exhibited large mass gains after the first 20-h exposure, which was resulted from the fast formation of metastable oxide on the surface. After that, in stable oxidation stage the kinetic curves basically comply with parabolic law up to 1000 h. The total mass gains for the (Ni,Pt)Al and (Ni,Pt)Al/Ni coatings after oxidation for 1000 h are 0.68 and 0.58 mg cm-2, respectively. Figure 3b shows square of mass gains versus time calculated from the experiment data in Fig. 3a. To avoid influence of initial oxidation stage, data collected in the stable stage (from 40 to 1000 h) were selected for linear fitting to get the oxidation rate constant Kp. The Kp values for the (Ni,Pt)Al and (Ni,Pt)Al/Ni coating were 4.02 × 10-4 and 2.77×10-4 mg2 cm-4 h-1, respectively. Compared to the normal β-(Ni,Pt)Al coating, the mass gain of β-(Ni,Pt)Al/Ni coating showed a reduced oxidation rate with the exposure time. Figure 4 shows the XRD patterns of the two coating specimens after isothermal oxidation at 1100 °C for 1000 h. Essentially, there is no difference for the diffraction peaks obtained on β-(Ni,Pt)Al and β-(Ni,Pt)Al/Ni coating specimens. The oxide scales both belonged to exclusive α-Al2O3, and the coating phases comprised dominant γ/γ′ and slightly remained β-NiAl.
Fig. 3 Mass gain (Δw) (a) and square of mass gain (b) of (Ni,Pt)Al and (Ni,Pt)Al/Ni coating specimens during isothermal oxidation test at 1100 °C
Fig. 4 XRD patterns for (Ni,Pt)Al and (Ni,Pt)Al/Ni coatings after isothermal oxidation test at 1100 °C for 1000 h
Cross-sectional morphologies of the both coatings after oxidation at 1100 °C for 1000 h are shown in Fig. 5. As shown in Fig. 5a, the oxide scale formed on normal (Ni,Pt)Al coating specimen was generally continuous, but some cracks inside or beneath the alumina scale can be observed. After oxidation for 1000 h, the thickness of outer zone was about 35 μm, above which the IDZ thickness was about 20 μm. Beneath the IDZ, a secondary reaction zone consisting of high-quantity needle-like TCP precipitates was formed in the SC substrate, whose thickness is approximately 96 μm.
Fig. 5 Cross-sectional morphologies of (Ni,Pt)Al (a) and (Ni,Pt)Al/Ni (b) coating specimens after isothermal oxidation test at 1100 °C for 1000 h
In contrast, the oxide scale formed on surface of (Ni,Pt)Al/Ni composite coating was adhesively continuous without any crack as shown in Fig. 5b. The average thickness of oxide scale formed on (Ni,Pt)Al/Ni composite coating was about 3.1 μm, which is much thinner than that of normal (Ni,Pt)Al (5.5 μm). The thickness of outer layer for (Ni,Pt)Al/Ni composite coating was 55 μm, while the thickness of IDZ was about 20 μm (same to normal (Ni,Pt)Al). Satisfyingly, the SZR thickness beneath (Ni,Pt)Al/Ni composite coating after 1000 h oxidation was 55 μm, which indicates a 43% reduction to the normal (Ni,Pt)Al.
After oxidation at 1100 °C for 1000 h, the average compositions (at the region 5 μm to surface) of each coating are listed in Table 3. It can be seen that the residual Al content of the (Ni,Pt)Al/Ni composite coating was much higher than that of normal (Ni,Pt)Al coating. Higher amount of Al content in the coating is commonly deemed to be potential in acquiring longer service life. According to the experimental results after oxidation for 1000 h, better performance in the long-time oxidation test could be observed on the (Ni,Pt)Al coating with Ni pre-deposition.
Table 3 Coating compositions measured at the region 5 μm to the surface of the two coatings after isothermal oxidation at 1100 °C for 1000 h (at.%)
| Al | Ni | Pt | Cr | Co | |
|---|---|---|---|---|---|
| (Ni,Pt)Al | 26.61 | 60.45 | 4.99 | 3.36 | 4.6 |
| (Ni,Pt)Al/Ni | 33.6 | 54.59 | 5.41 | 3.08 | 3.33 |
In order to specifically identify interdiffusion behavior between coating and SC substrate, cross-sectional morphologies of the two coatings after oxidation at 1100 °C for 0 h, 20 h and 500 h are shown in Figs. 6 and 7. As shown in Fig. 6a, the interdiffusion zone (IDZ) is about 20 μm, which consists of β-matrix and blocky TCP precipitates. As the oxidation time extended to 20 h, the TCP precipitates became coarser and the thickness of IDZ grew up to 25 μm. Beneath the IDZ, a 4-μm-thick SRZ with a large number of needle-like precipitates can be observed in the substrate shown in Fig. 6b. After 500 h, the thickness of IDZ did not increase any more, and instead, the SRZ expanded greatly. The average length of the needle-like TCP precipitates was about 7 μm, and the thickness of SRZ in the SC alloy increased from 4 μm after 20 h to approximately 57 μm after 500 h (shown in Fig. 6c), which accompanied with densification of needle-like TCP precipitates.
Fig. 6 Interdiffusion zone evolution of normal β-(Ni,Pt)Al coating specimen during isothermal oxidation test at 1100 °C for a 0 h, b 20 h, c 500 h
Fig. 7 Interdiffusion zone evolution of (Ni,Pt)Al/Ni composite coating during isothermal oxidation test at 1100 °C for a 0 h, b 20 h, c 500 h
Figure 7 shows cross-sectional morphologies of the β-(Ni,Pt)Al/Ni coating after oxidation at 1100 °C for 0 h, 20 h and 500 h. As shown in Fig. 7a, there is fundamentally no emergence of IDZ below the coating. After oxidation for 20 h, IDZ emerged out with thickness of about 25 μm (shown in Fig. 7b). When the oxidation time extended to 500 h, the thickness of IDZ did not change, while the thickness of SRZ in the alloy increased to about 31 μm (shown in Fig. 7c). The average length of the TCP precipitates in the alloy was about 2 μm, which is much smaller than the counterparts formed in case of normal (Ni,Pt)Al coating shown in Fig. 6c.
As shown in Figs. 8 and 9, the distributions of main elements after the isothermal oxidation test for 500 h were obtained using electron probe microanalysis. Figure 8 shows that a continuous alumina scale formed on the surface of β-(Ni,Pt)Al coating. Considering the XRD results together, after oxidation the coating consisted of two phases: One had higher Al content which belonged to β-NiAl and another with lower Al content belonged to γ′-Ni3Al phase. Differed by that, the relative volume fractions of β-NiAl and γ′-Ni3Al in normal (Ni,Pt)Al were individually 70% and 30%. Beneath the alumina scale, no appearance of degraded γ′-Ni3Al phase could be observed, which implies good oxidation resistance of (Ni,Pt)Al coating in high-temperature oxidation. Co successfully diffused from the SC substrate to entirely the whole coating. The presence of Pt was mainly enriched in the β-zone of the outer coating. Other elements like Cr, W and Re were mainly segregated in IDZ and SRZ, and only a few amounts of Cr and W could be detected in the coating.
Fig. 8 Elemental mappings of (Ni,Pt)Al coating specimen after isothermal oxidation at 1100°C for 500 h
Fig. 9 Elemental mappings of (Ni,Pt)Al/Ni coating specimen after isothermal oxidation test at 1100°C for 500 h
In case of β-(Ni,Pt)Al/Ni coating after oxidation for 500 h, it can be observed that the phase transformation from β- to γ′-phase still occurred in the outer zone, but the volume fractions of β-NiAl and γ′-Ni3Al were 90% and 10%, respectively. This implies the degradation rate from β to γ′ became slower. Compared to normal (Ni,Pt)Al, the enriching degrees of Co, Cr, W and Re were smaller in the outer (Ni,Pt)Al/Ni coating after identical time of oxidation test.
The interdiffusion between the coating and superalloy usually leads to two detrimental effects: Firstly, it deteriorates the oxidation resistance of the coating due to the meaningless inward diffusion of Al and the harmful outward diffusion of refractory elements, such as W and Mo; secondly, it deteriorates mechanical properties of the SC substrate due to the formation of needle-like TCP precipitates in SRZ. Just as expectation, the specifically designed β-(Ni,Pt)Al/Ni coating showed superior isothermal oxidation performance including high integrity and adhesion of alumina scale, and lesser precipitation of needle-like TCP precipitates in thinner SRZ. The elemental interdiffusion between the (Ni,Pt)Al/Ni coating and SC substrate has been greatly relieved. The mechanisms for delaying coating degradation rate and SRZ growth/propagation rate will be discussed in the following.
Compared with normal β-(Ni,Pt)Al coating, the mass gain curve for β-(Ni,Pt)Al/Ni coating showed a reduced oxidation rate with the exposure time (shown in Fig. 3). The thickness of the oxide scale of (Ni,Pt)Al coating with Ni pre-deposition was much thinner than that of normal (Ni,Pt)Al. There is almost no crack in the alumina scale developed on the surface of (Ni,Pt)Al/Ni coating (Fig. 5), and the reason should be distributed to the refrained outward diffusions of refractory elements such as W. As most of refractory metal oxides are volatile, outward diffusion of them to the surface frontier would destroy integrity of alumina scale and is regarded to be very harmful to the adhesion of protective α-Al2O3 scale. In SC superalloys, refractory elements prefer to stay in γ-matrix, and the Ni pre-deposition could maximally stabilize these elements in IDZ. Therefore, during the oxidation test for 1000 h the (Ni,Pt)Al/Ni composite coating showed better scale spallation resistance due to clean constitution of elements in outer zone of coating.
During isothermal oxidation, the phase transformation from β to γ′ occurs in the outer zone of coating. The EDS results listed in Table 3 show that the content of Al in the β-(Ni,Pt)Al/Ni coatings was higher than that in the normal β-(Ni,Pt)Al coating. This can be explained by lesser consumption of Al at surface since the alumina scale grown on (Ni,Pt)Al/Ni coating was more integrate and adherent. As α-Al2O3 grows at an extremely slow rate, it demands limited amount of Al to participate in thickening of TGO (thermally grown oxide). However, once defects like cracking occur in alumina scale, it would consume higher amount of Al to repair the broken alumina scale. Besides, the EPMA results shown in Figs. 8 and 9 confirm 30% and 10% of degraded γ′-phase for normal (Ni,Pt)Al coating and (Ni,Pt)Al/Ni after isothermal oxidation at 1100 °C for 500 h, which evidently verifies a positive effect of delaying coating degradation for β-(Ni,Pt)Al by Ni pre-deposition.
Figure 10 shows the SRZ thicknesses of the two coatings after oxidation at 1100 °C for 20 h, 300 h, 500 h and 1000 h. A general trend is that the SRZ thickness of β-(Ni,Pt)Al/Ni coating was smaller than that of normal β-(Ni,Pt)Al. For normal (Ni,Pt)Al coating, the formation of SRZ could be observed after oxidation for 20 h, followed by dramatic thickening of SRZ up to 1000 h. On the contrary, there was no formation of SRZ after 20 h, and the increment of SRZ thickness was relatively lower with proceeding the oxidation test from 100 to 1000 h. This undoubtedly confirms the beneficial effect in delaying SRZ formation of (Ni,Pt)Al-coated SC superalloy by Ni pre-deposition.
Fig. 10 Evolution of SRZ thickness for (Ni,Pt)Al/Ni and (Ni,Pt)Al coating specimens during isothermal oxidation test
Since the growth of SRZ is a diffusion-controlled process, during 1000 h oxidation the thickness of SRZ conforms to one-dimensional diffusion equation [22]:
$d_{\text{SRZ}}^{2} + d_{\text{SRZ0}}^{2} = k \times t$ (1)
where dSRZ represents the SRZ thickness, dSRZ0 represents the initial SRZ thickness, k is the diffusivity and t is the time. The equation can be used to determine an approximate value for the diffusivity [32, 33]. As for normal β-(Ni,Pt)Al coating, the calculated parabolic coefficient k of SRZ propagation is equal to 1.29 × 10-11 m2 s-1, which is much higher than that of the β-(Ni,Pt)Al/Ni coating (4.15 × 10-12 m2 s-1).
As the interdiffusion of elements between (Ni,Pt)Al/Ni coating and SC substrate had been greatly relieved, the total thickness of SRZ after long-time thermal exposure could be significantly decreased as well. Two reasons are responsible for the mitigated interdiffusion rate between (Ni,Pt)Al/Ni and SC substrate. Firstly, there was no IDZ formation beneath the β-(Ni,Pt)Al/Ni coating during the aluminization process due to Ni pre-deposition, as shown in Fig. 2d. The formation of SRZ under β-(Ni,Pt)Al/Ni coating has been postponed to after oxidation for 100 h (shown in Fig. 10). Secondly, as shown in Table 1, for β-(Ni,Pt)Al/Ni coating, there was no element such as Co and Cr found in the outer layer after vapor phase aluminization, which indicates outward diffusion of Co was mitigated by Ni pre-deposition. It has been reported that increasing Co content in Ni-based superalloy would restrict the precipitation of TCP phases during high-temperature exposure [34]. Combined with reported beneficial effect of Co in refraining TCP precipitation, the lower degree of SRZ formation in the alloy was partly due to the stabilized Co-presence in the SC alloy.
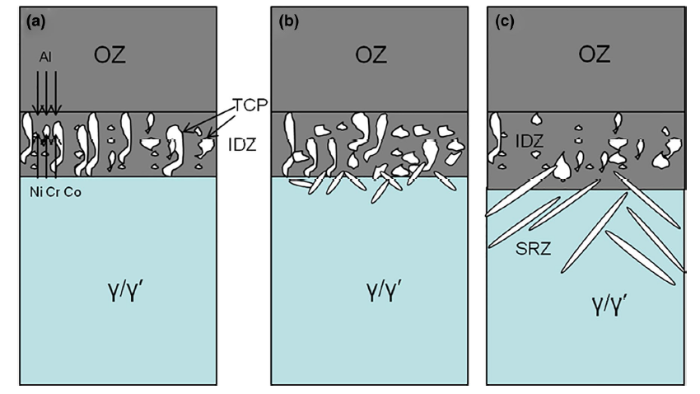
Figures 11 and 12 show the schematic illustrations of SRZ growth for the two coatings in the current study. As shown in Fig. 11, in aluminization process an outer β-(Ni,Pt)Al layer forms on SC superalloy by the reaction of outwardly diffused Ni with externally supplied Al [35, 36]. The original γ/γ′-microstructures in SC substrate are destroyed due to absorption of Al and loss of Ni, where a series of phase transformations occur, forming TCP rods and β-matrix in the IDZ [37]. It is well known that β-phase possesses much lower solubility for refractory elements, such as Cr, W, Mo and Re, than γ-phase [38, 39, 40]. When γ/γ′ transforms to β-phase, the refractory elements will precipitate out and segregate as particles or rods. Accordingly, Mo, W and Re will be precipitated as TCP particles in IDZ [41, 42] (shown in Fig. 11a). In early-stage oxidation, the interdiffusion continues to occur between the coating and the SC substrate, in which the Al atoms diffuse from the outer zone to the substrate and the Ni atoms diffuse conversely. Apparently, the SRZ formed beneath the IDZ is still driven by the elemental interdiffusion, in which a cellular transformation would happen by the inward diffusion of Al from the coating [33]. In this case, the phase transformation from γ/γ′ to β is replaced by transformation from γ/γ′ to γ′ since the interdiffusion fluxes become too low to support γ/γ′- to β-phase (shown in Fig. 11b). When the interdiffusion fluxes become too low to sustain the IDZ growth, the SRZ will appear beneath the IDZ, as illustrated in Fig. 11b. Figure 11c shows the secondary reaction zone consisted of high-quantity needle-like TCP precipitates grows thicker during the stable stage of oxidation, and β-phase of outer zone partly degrades to γ′-phase by alumina formation and interdiffusion (shown in Fig. 8).
Fig. 11 Schematic illustration showing evolution of SRZ developed below normal (Ni,Pt)Al coating
Fig. 12 Schematic illustration showing evolution of SRZ developed below (Ni,Pt)Al/Ni coating
A different manner of SRZ formation for (Ni,Pt)Al/Ni coating is shown in Fig. 12. The Ni pre-deposition layer acts as the buffering source to replace Ni outward diffusion from the SC substrate during aluminization, i.e., the diffusions of Ni, Co and Cr from the substrate to coating are somehow refrained. The formation of (Ni,Pt)Al out layer is mainly supported by the pre-deposited Ni plating. As minimal Ni atoms participated in outward diffusion, the γ/γ′-coherent structure in the SC substrate is thus stable, resulting in the absence of IDZ (shown in Fig. 12a). Figure 2d shows the β-(Ni,Pt)Al/Ni coating consists of pure outer zone of about 60 μm with no presence of IDZ. In early stage of oxidation, because of the fast diffusion fluxes of Al from the coating to the substrate and the Ni in opposite direction, in substrate the γ/γ′-structure transforms into β-phase. Then, the refractory metals have to precipitate out as TCP particles in IDZ (shown in Fig. 12b). In stable oxidation stage, SRZ will form in the form of needle-like TCP phases by the slower diffusion fluxes (Fig. 12c) followed by the thickening and growth of SRZ (Fig. 12d). The intrinsic advantage, which is interesting in the present study, is that the amount and average size of the TCP precipitates in both IDZ and SRZ were smaller in the coating with Ni pre-deposition (Fig. 4). The reason is that the fraction of γ-phase in the SC substrate of the β-(Ni,Pt)Al/Ni coating was much greater than that in the β-(Ni,Pt)Al coating due to the extra supplement of Ni. As the solid solubility of refractory metals in γ-phase is much higher than those in β- and γ′-phase, higher fraction of γ could preserve more Re or Cr in the form of solid solution, avoiding the growth of lengthy TCP precipitates. Therefore, the amount and size of TCP phase are smaller below the (Ni,Pt)Al/Ni composite coating.
1. A single-phase β-(Ni,Pt)Al/Ni composite coating was prepared via sequential treatments of electroplating Ni and Pt and successive vapor phase aluminization. In comparison with normal (Ni,Pt)Al coating, isothermal oxidation behavior and microstructure evolution of the composite coating were evaluated at 1100 °C for 1000 h. Better oxidation performance was observed on the (Ni,Pt)Al/Ni composite coating, which showed lower rates of oxidation and degradation with continuously adherent α-Al2O3 on surface.
2. The interdiffusion of the elements between (Ni,Pt)Al/Ni coating and SC substrate was greatly relieved, in which the thickness of SRZ and the amount of precipitated TCP phase in the alloy matrix were decreased significantly.
3. In single-crystal superalloy, the formation of IDZ was driven by high-rate elemental interdiffusion and slower interdiffusion led to emergence of SRZ, which accompanied with phase transformations from γ/γ′ to β and from γ/γ′ to γ′, respectively.
This work was financially supported by the National Natural Science Foundation of China (Nos. 51671202 and 51301184) and the “Liaoning BaiQianWan Talents” Program.
The authors have declared that no competing interests exist.

 WeChat
WeChat
/
| 〈 |
|
〉 |











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}